Measuring tools, measuring instruments, plates, platforms, special tools, machine tool accessories, dust collectors and accessories, valves, and bellows production and sales.
13722730158

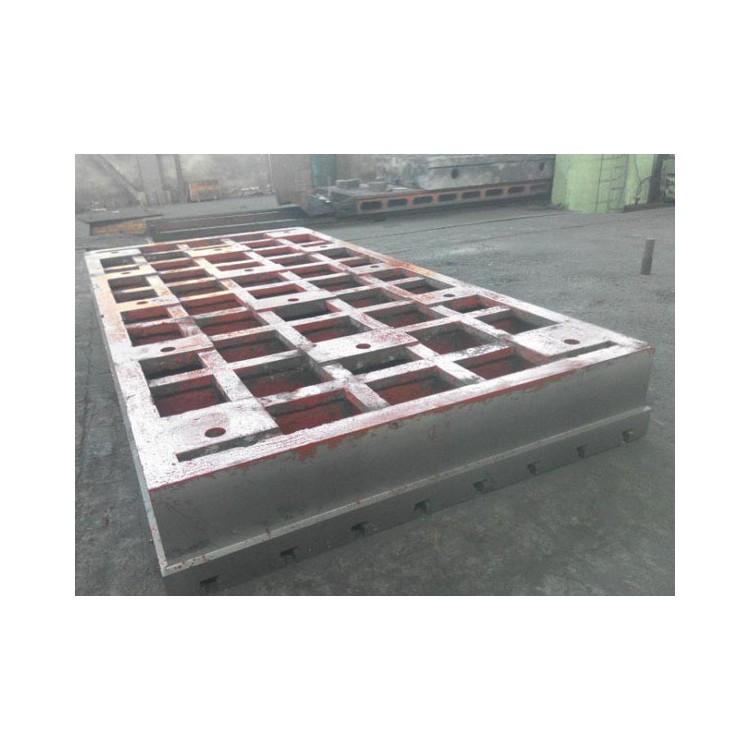
One: Machining Casting-Related Functions
In the field of machine tool casting, the servo motors at various axis positions achieve the ultimate work positioning purpose. The axes feature interconnectivity, with each axis capable of simultaneous motion and also separate motion. To enhance the precision of machining production work, the axes on the worktable move, and the use of optical scales for full-closed-loop control is implemented to achieve precise positioning of the worktable. During this process, the expansion of analog I/O points is utilized appropriately, ensuring accurate control of the high-speed inverters, allowing for smooth start/stop separation of the motors on each axis, and synchronizing the speed control system. On both sides of the axes, dual protection with both hard and soft limits is provided, and soft/hard limits are achieved below the axes. In terms of the spindle, its speed reaches 60,000 rpm per minute, contributing to the improvement of machining production efficiency, and the correct configuration of corresponding chilled water pumps is ensured, with strict cold treatment of the motor equipment. At the same time, real-time temperature monitoring of the motor equipment is required to perfect the temperature protection functions and achieve the anticipated work objectives. In the operation of each main spindle, a robotic arm and tool magazine must be installed to achieve both automated and manual tool changing, thereby promoting the improvement of machining quality.
Machine tool castings greatly enhance the effectiveness of related processing production tasks. With the adoption of robotic arm tool changing, improved detection and positional information is obtained. During actual processing, the wear and tool breakage conditions can be accurately monitored, preventing failure issues. In both automated and manual robotic arm tool changing scenarios, the stability and speed of processing production are improved, realizing the communication functions between the upper and lower computer systems. The upper computer can also control the lower computer in real-time, while the lower computer can transmit various data information to the upper computer, successfully completing the related work tasks.
Section II: Fault Exclusion for Machining Tool Casting Electrical Control System
1. Initialization Reset. During the operation of machine tool casting in the electrical control system of machine tool casting, sudden malfunctions often occur, triggering fault alarms. To address these sudden malfunctions, an initialization reset method can be employed, such as hardware reset or switching the system power on and off. In the system's working storage area, if malfunctions arise due to battery under-voltage, plugging or unplugging the circuit board, or power failure, system initialization should be performed, and data copying and recording should be done. After initialization, if the fault persists, it indicates that the issue is not with the software program and hardware diagnostics are required.
2. Parameter adjustments and program corrections. System parameters are crucial for system functionality, incorrect parameter settings can lead to the system failing to operate normally or encountering malfunctions. During the operation of the machine tool casting electrical system, user program errors can also cause malfunctions, resulting in system shutdown. At this point, the system search function can be utilized to search and check for errors, followed by targeted program corrections to ensure the system operates normally.
3. Optimal Adjustment. The optimal adjustment primarily targets the regulation of servo drive systems and driven mechanical systems, achieving a better matching adjustment. This method is simple in principle and easy to operate. It utilizes a dual-trace oscilloscope with memory function or a multi-channel recorder to observe the relationship between operation commands and current and speed feedback. By adjusting the integral time of the speed regulator and the proportional coefficient, the dynamic response characteristics of the servo system are enhanced without causing oscillation, achieving the optimal working state of the servo system. If there is no equipment inspection on-site, staff members need to adjust the motor vibration based on their own experience, gradually reversing the adjustment, observing the vibration situation, and guiding until the vibration subsides, thus resolving the machine tool vibration fault.
4. Improve Power Quality. Issues such as power fluctuations and interference can easily cause electrical control system failures in machine tools. For power fluctuations, a voltage stabilizer can be used to make adjustments. For high-frequency power interference, capacitive filtering can be employed to disrupt the interference, thereby enhancing power quality and reducing power board failures.
Contact us

Service Hotline
13722730158
Company Telephone
13722730158

Address
Jiaohu Town, Wangzhuang, Botou City
b2b.china9.net © Zhongshang 114 Hebei Network Technology Co., Ltd.Address: Room 6009, Oriental New World Center, No.118 East Zhongshan Road, Qiaoxi District, Shijiazhuang City, Hebei ProvincePlatform Service Hotline: 4006299930