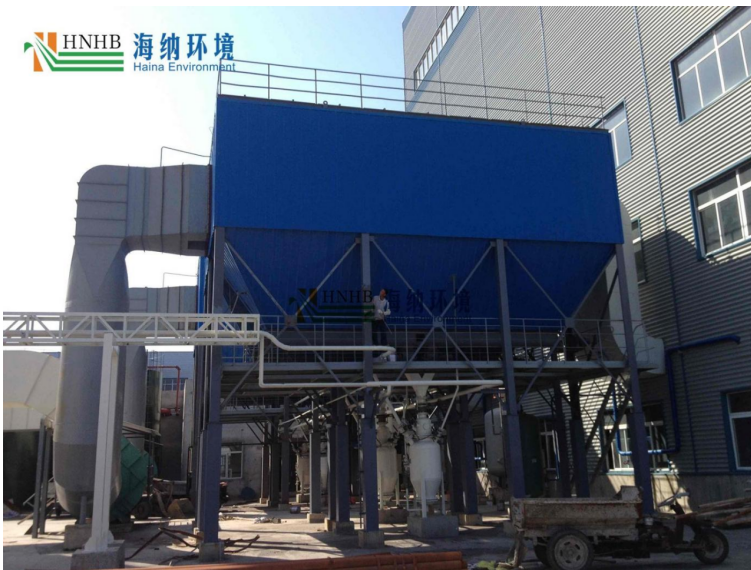




















I. Overview:
The pulse jet bag dust collector is an efficient and mature dry dust removal equipment. Its core working principle is to use high-temperature and corrosion-resistant filter bags to filter dusty gas, causing the dust particles to be trapped on the outer surface of the filter bags. The purified gas then passes through the filter bags into the upper housing and is finally discharged through the chimney.
"Gas box" and "pulsating" are its two major features:
Cabinet Type: The dust collector body is divided into several independent compartments (cabinets). Each compartment features an inlet valve, an outlet valve, and multiple filter bags. This design allows for offline cleaning and maintenance of a specific compartment without interrupting the entire dust collection system.
Pulse: The dust removal method employs high-pressure compressed air instantaneously injected into the filter bag interior, generating a strong shock wave and reverse airflow to shake off the dust layer attached to the exterior of the filter bag. This structure makes it particularly suitable for handling high-concentration smoke gases and boiler flue gases.
Section II: Working Principle and Process
The process involves a continuous "filtering-dust removal" cycle.
1. Filtration Process:
Dust-laden flue gas enters through the intake manifold and is distributed to each compartment via the intake valve. Under the action of the induced draft fan, the flue gas flows downward into the enclosure equipped with filter bags. The dust is trapped on the outer surface of the filter bags, while the clean gas passes through the bags and enters the upper "clean gas chamber." It then merges with the exhaust manifold through the exhaust valve and is emitted through the chimney.
2. Ash Cleaning Process:
As the dust layer on the filter bag thickens, the operating resistance (pressure difference) of the dust collector increases. When the resistance reaches the preset value (or the set time), the dust cleaning control system activates.
Selected compartment: The PLC controller first closes the intake and exhaust valves of a compartment, isolating it from the air flow, achieving "offline" status.
Pulse jetting: Then, the controller activates the pulse valve installed on the clean gas chamber of the cabinet. The pulse valve opens instantly, and the high-pressure compressed air (0.2~0.6 MPa) stored in the air tank is ejected through the nozzles on the jet pipe into the filter bag.SprayA high-speed, high-pressure reverse airflow.
Dust shedding: This airflow causes the filter bag to急剧 inflate and vibrate, effectively shaking off the dust cake adhering to the outer surface of the filter bag and depositing it into the lower ash hopper.
Restore Filtration: After ashing is completed, open the intake and exhaust valves of the cabinet room to restore its filtration status.
The process is carried out box by box in a continuous cycle, ensuring the dust collector operates consistently and stably.
III. Key Design Considerations and Advantages for Boiler Flue Gas
Coal and biomass-fueled boiler flue gases are characterized by high temperature, high humidity, corrosiveness, and explosiveness (in the case of biomass), thus requiring special consideration in design and material selection.
1. Characteristics of Coal-Fired Boiler Flue Gas and Countermeasures
High Temperature: Flue gas temperatures are typically between 130℃~180℃, and sometimes higher.
High Corrosivity: Contains acidic gases such as SO2, SO3, and NOx. Below the acid point, it forms sulfuric acid, sulfurous acid, etc., which corrodes equipment.
Dust Characteristics: Coal powder ash has moderate specific gravity, but some fly ash has good fluidity and may be abrasive.
Countermeasures and Design Key Points:
Filter Material Selection: Choose high-temperature-resistant filter materials such as PPS (polysulfone), P84 (polyimide), PTFE coated filter materials, or blended materials of these. PPS offers excellent acid and heat resistance (≤160℃) and is a common choice. For higher temperatures or more severe operating conditions, PTFE coated filter materials can be used, which have an effective surface filtration mechanism to prevent dust from embedding, reduce resistance, and are easy to clean.
Insulation Measures: The container must be well-insulated to ensure the wall temperature is consistently above the acid point (usually designed to exceed 140℃ before entering the dust collector), to prevent condensation and corrosion.
Structural Corrosion Protection: The interior of the box and ash hopper are treated with shot blasting to achieve Sa2.5 rust removal, followed by application of high-temperature, heavy-duty anticorrosive coatings. Particularly at the smoke inlet area, wear-resistant materials or additional wear plates can be used.
Bypass System: Set up the bypass flue. In case of boiler ignition, pipe burst, or abnormal flue gas temperature (e.g., >200℃), the bypass valve can be opened immediately to directly discharge the high-temperature flue gas, protecting the expensive filter bags from being burned.
Characteristics and Countermeasures of Biomass Boiler Flue Gas:
High humidity: Biomass fuels (such as straw, wood shavings, rice husks) have high moisture content, resulting in large humidity in the smoke and prone to condensation.
Adhesive dust: Smoke may contain tar, unburned organic matter, and other sticky components that easily adhere to filter bags, causing "coking" and difficulty in cleaning.
Potassium, sodium, and other alkali metals: The biomass ash contains substances like K and Na with low melting points, which may form a sticky sintering layer at high temperatures, clogging the filter bags.
Measures and Design Essentials:
Filter Material Selection: Choose PTFE coated filter material. Its smooth surface effectively prevents the penetration and adhesion of sticky dust, enhancing dust removal. The base fabric can be P84 or glass fiber bulked yarn, which feature irregular fiber cross-sections, capturing more fine dust and being less prone to clogging; followed by high-temperature modified special glass fiber, with excellent properties such as high-temperature resistance, corrosion resistance, and antioxidant properties, offering high cost-performance.
Regulate flue gas temperature: Ensure operating temperature is above the set point but not too high (usually maintained between 140-160℃) to prevent alkali metal melting. Good insulation is equally crucial.
Pre-coated Grey Technology: After the new filter bag is put into operation or after a long-term shutdown and restart, dry lime powder or fly ash can be sprayed into the system to form a protective layer on the surface of the filter bag, preventing sticky substances from directly contacting the filter bag fibers.
Deashing Design: The ash hopper wall angle is increased (usually ≥60°) and equipped with hopper wall vibrators or air cannons to prevent dust bridging and accumulation inside the ash hopper. Optional ceramic multi-tube dust collectors or cyclone dust collectors can be installed as spark catchers before the water film desulfurization and dust removal unit inlet to capture sparks in the flue gas.
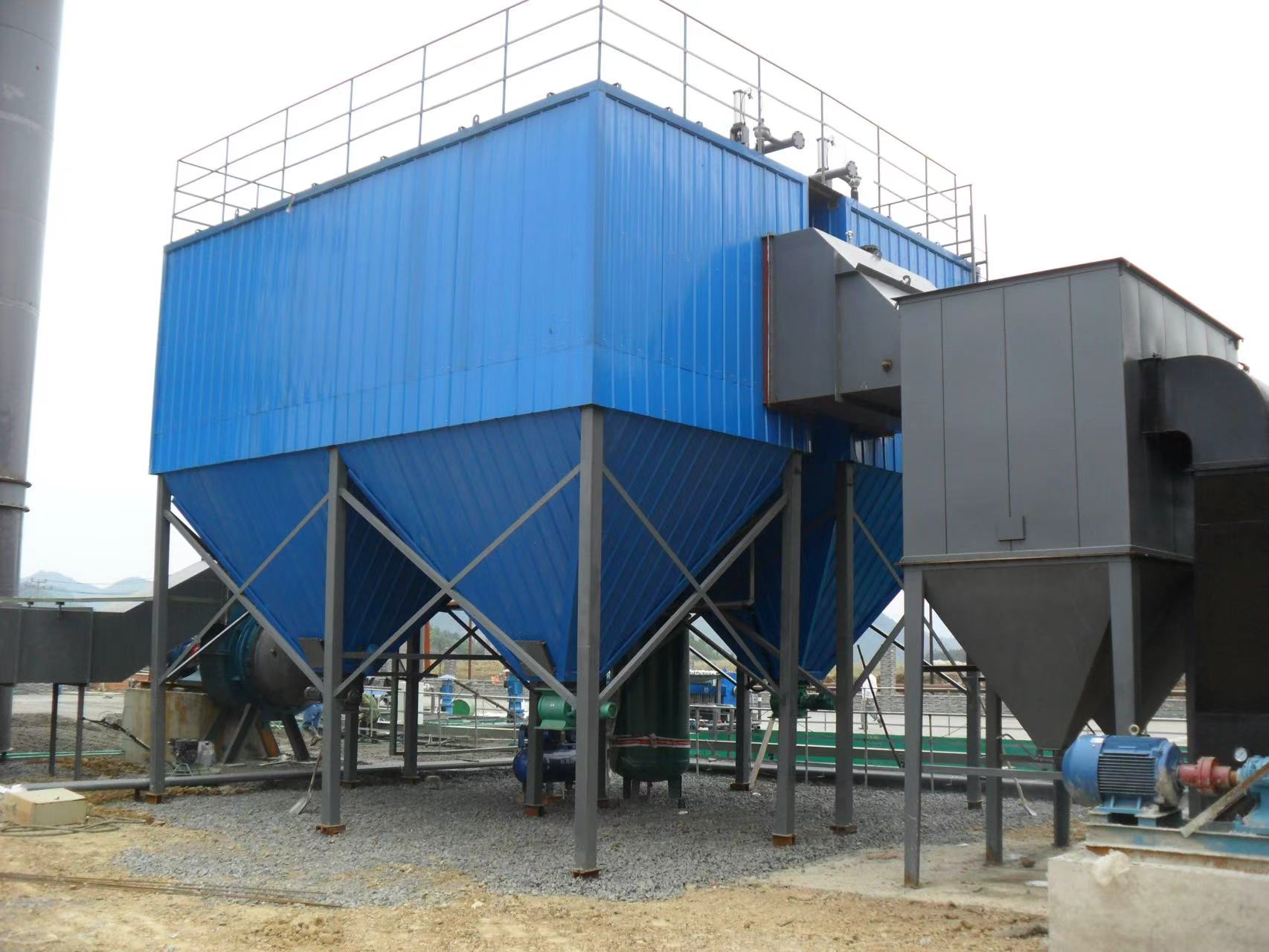
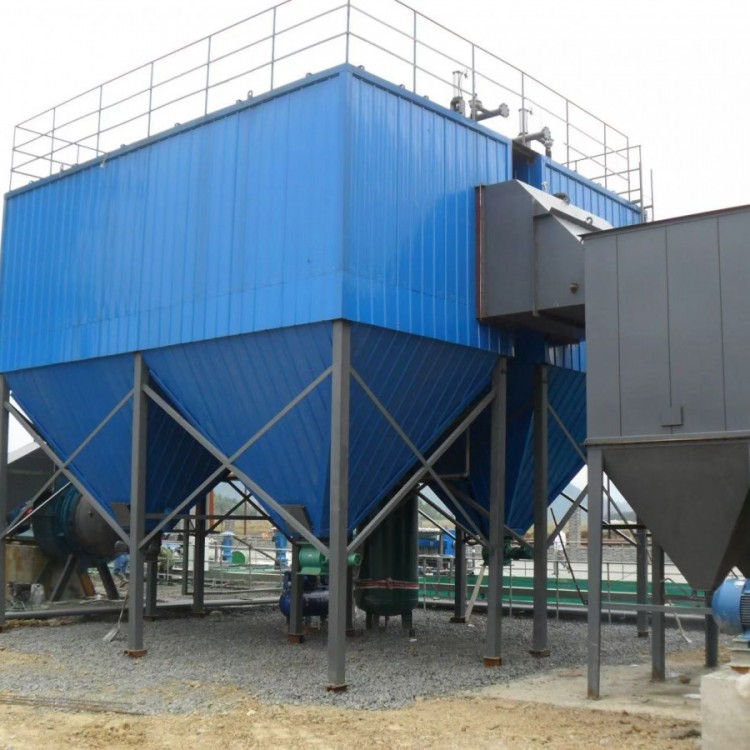
IV. Main Components of the System
1. Structural Body: Includes the housing, hopper, ladder platform, etc.
2. Filtration System: Filter Bags, Bag Cages (Frame).
3. Dust Cleaning System: Air Storage Tank, Pulsating Valve, Jet Blowing Pipe, Gas Bag.
4. Inlet and exhaust air system: inlet, outlet, pneumatic/electric valves.
5. Ash Discharge System: Electric star-type ash discharge valve, double-layer heavy hammer ash discharge valve, etc.
6. Control System: PLC or DCS control cabinet, used for controlling dust removal, ash transfer, temperature, pressure difference, etc.
7. Protection System: Temperature and Pressure Differential Meters, Bypass System, Fire Protection System (optional).
WeChat Official Account

Scan to follow Official Account