















I. Overview:
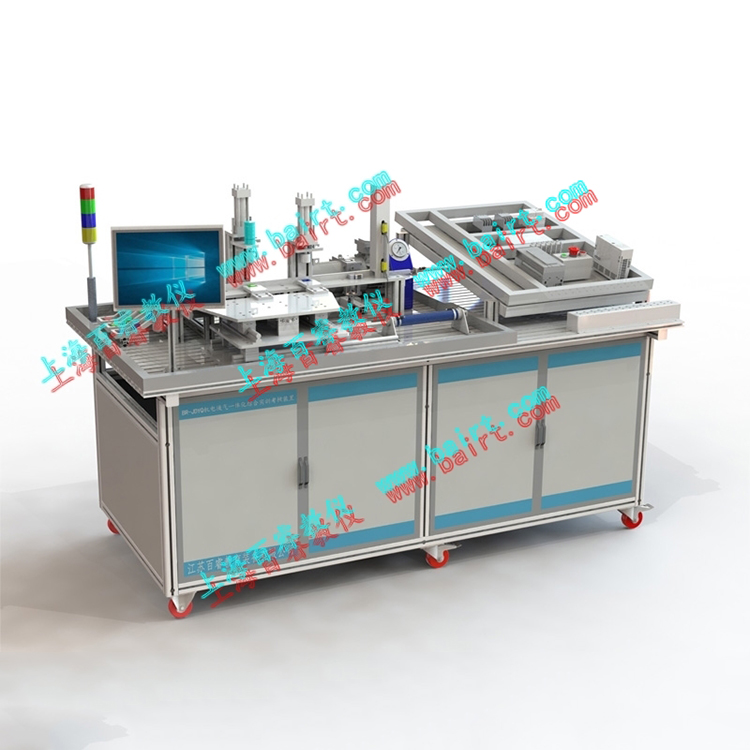
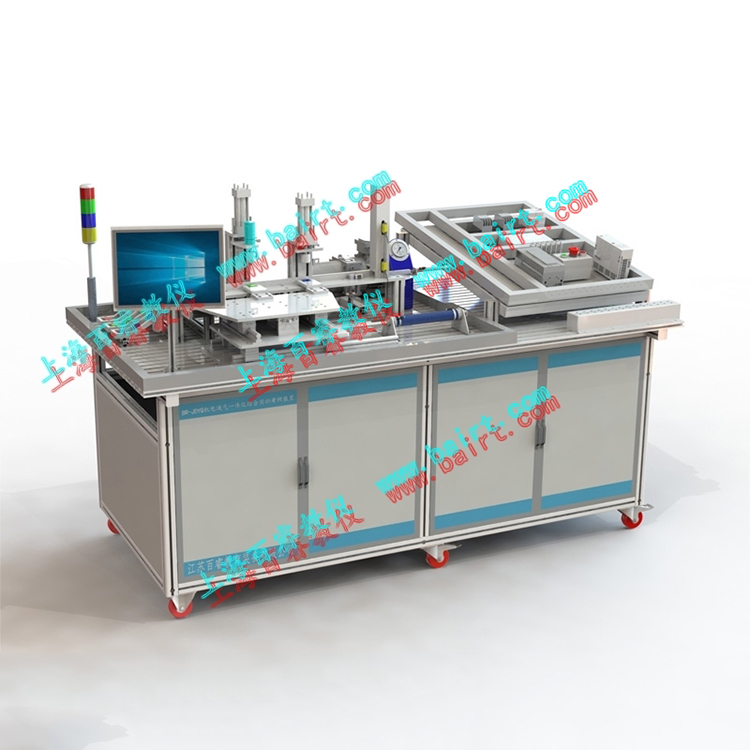
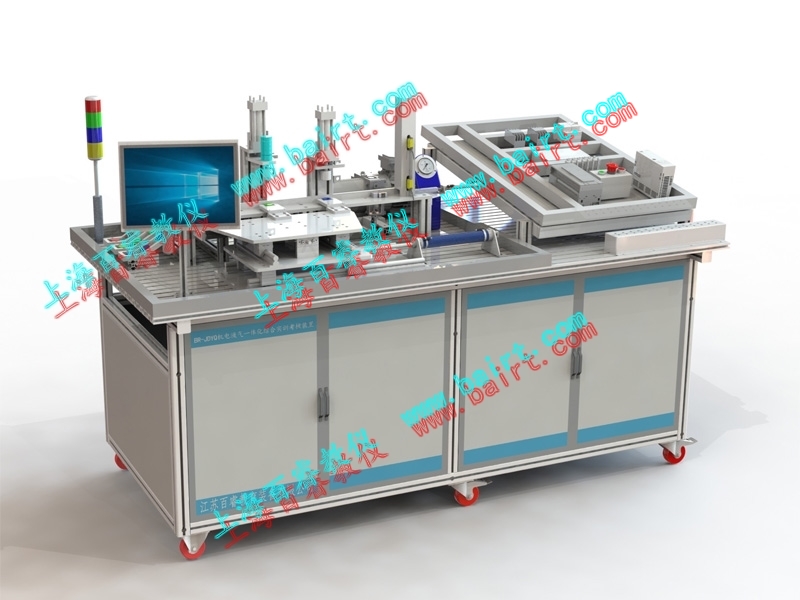
The integrated mechanical, electrical, hydraulic, and pneumatic training evaluation device's workbench is constructed of aluminum alloy profiles. It features a feeding unit, intermittent conveyor and clamping unit, stamping unit, drilling unit, and sorting unit. It is equipped with a PLC host, variable-frequency inverter, touch screen, sensors, single-phase asynchronous AC motor, AC reducer motor, DC motor, hydraulic press system, drilling machine with its hydraulic feed system, and pneumatic transmission system, forming a typical mechanical-electrical-hydraulic integrated application system. It allows for skills training in the installation of typical mechanical-electrical-hydraulic integrated systems, hydraulic and pneumatic pipeline installation, electrical control wiring, touch screen and PLC programming and debugging, overall system debugging and operation, enabling students to master relevant knowledge and skills in mechanical, electrical, hydraulic, and pneumatic systems.
II. Parameters and Performance
1. Working Power Supply: Three-phase ~ 380V ±10%
2. Dimensions: 2000mm x 960mm x 1300mm
3. Miniature Hydraulic Power Source: Rated Power 750W; Rated Displacement 1.6mL/r; Rated Pressure 6.3MPa
4. Quiet Air Compressor: Operating Voltage AC 220V±10% 50Hz, Input Power 550W, Nominal Volume 30L, Rated Output Pressure 0.7MPa
Section 3: Description and Composition of Components for the Integrated Mechanical-Electrical-Hydraulic-Pneumatic Comprehensive Training Assessment Device
The electro-hydraulic-pneumatic integrated comprehensive training and assessment device primarily consists of training workbenches, feeding units, intermittent conveying and clamping units, stamping units, drilling units, and sorting units, among other components.
1. Training Workbench
Utilizing industrial aluminum alloy profiles with T-slot panels for the operation panel, facilitating the disassembly of various automation mechanisms as well as electrical, hydraulic, and pneumatic components. Equipped with a large storage cabinet below for easy placement of various documents and tools.
2. Loading Unit
Composed of parts such as workpieces, pit-type material storage, photoelectric sensors, anti-gripping isolation mechanisms, feeding cylinders, silent air compressors, push plates, material channels, positioning mechanisms, solenoid valves, magnetic switches, straps, programmable controllers, etc. Primarily responsible for the feeding and positioning of workpieces.
3. Intermittent Conveying and Clamping Unit
Composed of parts such as slide cylinder, silent air compressor, double-acting cylinder with single piston rod, magnetic switch, straps, solenoid valve, switching power supply, programmable controller, light shaft slide table, guide rail, bearing, slide table flat, three-position workpiece clamp, feedway, etc. Primarily responsible for intermittent transfer and positioning clamping of workpieces.
4. Stampings Unit
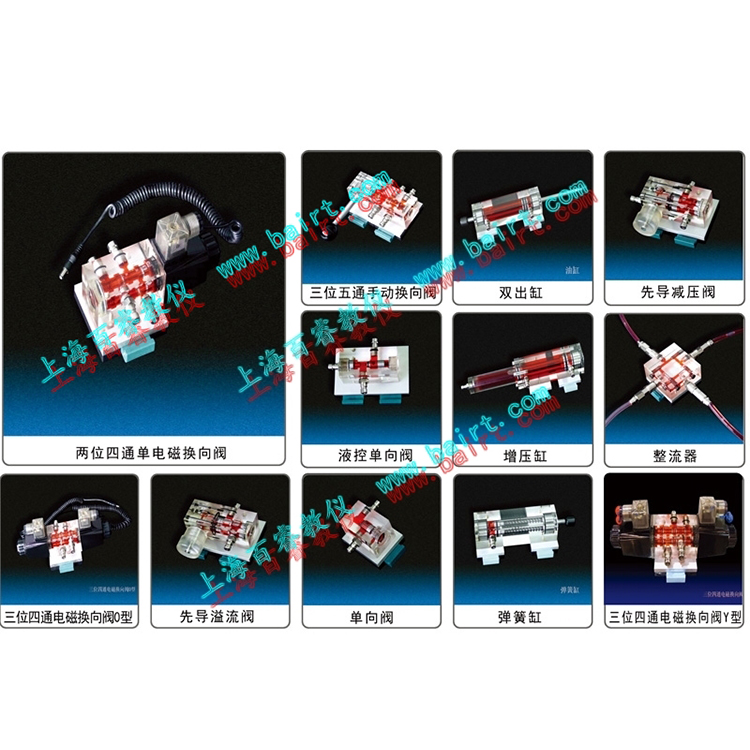
Composed of components such as a micro-hydraulic pump station, direct-acting overflow valve, solenoid directional valve, hydraulic cylinder, hydraulic valve plate, switching power supply, programmable controller, proximity switch, pressure transmitter, vibration-resistant pressure gauge, pressure gauge hose, and hydraulic press frame. Primarily for simulating the stamping process of workpieces.
5. Drilling Unit
Comprised of components such as miniature desktop drill presses, DC motors, miniature hydraulic pump stations, direct-acting relief valves, solenoid directional valves, hydraulic cylinders, hydraulic valve plates, switch-mode power supplies, programmable controllers, pressure transmitters, vibration-resistant pressure gauges, and hydraulic hoses, etc. Primarily for simulating the drilling processing of workpieces.
Sorting Unit
Comprised of components such as交流减速电机, variable-frequency drives, encoders, conveyors, programmable controllers, switch-mode power supplies, pen-type cylinders, magnetic switches, straps, silent air compressors, solenoid valves, feeding mechanisms, and photoelectric sensors, the main function is to sort workpieces.
IV. Integrated Mechatronics, Fluid, and Pneumatic Training Evaluation Device Workflow
The training workbench for the integrated mechanical, electrical, hydraulic, and pneumatic comprehensive training and assessment device is constructed from aluminum alloy profiles. It is equipped with feeding, conveying, stamping processing, clamping, drilling, sorting, and material feed slots, and is accompanied by a hydraulic system, pneumatic system, variable-frequency drive, relay control, and PLC.
1. Feeding Unit: Manually place four or more materials into the hopper (material cylinder extends for positioning). The pusher cylinder pushes out the bottom-most material. The presence or absence of the material is detected by sensors at various limit positions. The actions of the cylinders are interlinked to complete the feeding process.
2. Feeding and Clamping Unit: After the feeding unit completes loading, the clamping cylinder activates, followed by the material shifting cylinder. Once at the limit position, the first forming process is initiated with the press hydraulic cylinder, completing the stamping operation. Subsequently, the clamping and shifting cylinders retract to the initial position, at which point the feeding unit sends out another piece of material, and the subsequent processes repeat. The workpiece previously at the stamping position is moved to the drilling station, where the clamping cylinder begins operation. The new workpiece is then moved to the stamping station. After the press and drilling hydraulic cylinders independently complete their respective processes, the cycle repeats. After three cycles, the workpiece is conveyed to the conveyor belt for sorting, with materials separated and guided into their respective slots.
3. Pressing and Drilling Units: The pressing process for workpieces typically involves high loads, hence this training device uses hydraulic transmission for pressing. The pressing cylinder drives the pressing head to complete the pressing operation. Drilling is performed by a miniature hand drill powered by a DC motor, with the automatic feed of the drilling process also achieved through hydraulic transmission.
4. Sorting Unit: Finished products enter the conveyor belt, powered by a variable frequency AC motor. The conveyor belt uses industrial flat belt, with an encoder detecting the current conveying speed and sensors distinguishing different materials. Sorting cylinders then deliver the corresponding materials to their respective feed slots.
All cylinders are controlled by pneumatic solenoid valves.
V. Practical Training Tasks
Based on project-based teaching, the main tasks accomplished are as follows:
Task 1: Equipment Installation and Adjustment
Installation and adjustment of automated mechanisms such as feeding, conveying, clamping, and sorting.
(2) Positioning, installation, and adjustment of electrical components such as PLCs, inverters, residual current circuit breakers, and switchmode power supplies.
(3) Installation and adjustment of pneumatic components.
(4) Installation and adjustment of hydraulic components.
Task Two: Hydraulic Transmission System Diagram Reading and Pipeline Installation
Hydraulic presses, drill feeding systems, hydraulic power units, and other hydraulic transmission systems, including diagram interpretation and hydraulic pipeline installation.
Task 3: Pneumatic System Diagram Reading and Pipeline Installation
Pressure regulation, directional change, speed control, and sequential action control of pneumatic systems, as well as diagram reading and气管 installation.
Task 4: Electrical Control Circuit Diagram Design and Wiring
Inclusive of: Designing electrical schematics for automatic control systems based on workflow and control requirements, and arranging and connecting the control system circuits according to the schematics.
Task 5: Programming and Debugging
Writing and debugging of PLC programs for various electrical control circuits and touch screen interfaces.
Task 6: Integrated Machine-Electric-Hydraulic-Pneumatic Equipment Commissioning and Operation
Inclusive of: inverter control parameter settings, mechanical structure, hydraulic and pneumatic system, as well as the debugging and operation of touch screen and PLC electrical control systems.
Specific practical training projects are as follows:
Practical training for the installation and debugging of material supply units.
Training on installation and debugging of processing units.
Drilling Unit Installation and Commissioning Training
Training on installation and debugging of sorting units.
Training on the installation and debugging of sliding units.
Training on installation and debugging of automatic production line controls
Installation of the pneumatic directional control circuit
Installation of pneumatic speed control circuit.
Installation of pneumatic sequential control circuit
Pneumatic system installation and tuning
Design and installation of pneumatic integrated systems.
Installation of the hydraulic directional control circuit
Installation of the hydraulic speed control circuit
Installation of hydraulic sequential control circuit
Hydraulic system installation and tuning
Design and installation of hydraulic integrated systems.
Connection and control program writing for a three-phase motor forward and reverse control circuit.
Connection and control program writing for a three-phase motor control circuit.
Connection and control program writing for motor speed control circuit
Variable frequency controller connectivity and control program writing
Circuit connection and control program development for analog control hydraulic motors.
PLC Network Control Technology
Pneumatic and hydraulic directional control program development
Pneumatic and hydraulic sequential action control program development
Belt conveyor control program coding
Programming of mechatronics equipment control programs
Programming for automated production line control systems.
Adjustment of transmission unit concentricity.
Mechanical installation and adjustment of the supply unit.
Mechanical installation and adjustment of processing units.
Mechanical installation and adjustment of the drilling unit.
Mechanical installation and adjustment of the sorting unit.
Mechanical installation and tuning of sliding units
Automatic production line equipment installation and debugging.
Assembly and adjustment capabilities for mechanical components.
Installation and debugging capabilities for mechanical and electrical equipment.
Electrical installation capabilities
Pneumatic system installation and debugging capabilities
Design, installation, and tuning capabilities for hydraulic systems.
Inverter's application capability in automatic production lines.
The capability of using PLC analog control in automatic production lines.
Capability to write control programs for mechatronic equipment.
Installation and debugging capabilities for automatic control systems.
Human-machine interface, programming and debugging capabilities in configuration technology