





















What is an anechoic chamber?
The reverberation chamber functions in the opposite way to an anechoic chamber, as its boundaries reflect rather than absorb sound energy. It is designed to determine the sound power output of noise sources, transmission losses in various areas, the insertion loss of speakers, the response characteristics of microphones, and the random absorption coefficients of materials. They are also used for high-intensity noise level fatigue tests on aircraft, spacecraft, and other equipment.
The purpose of the reverberation chamber is to establish a highly dispersed acoustic measurement environment where acoustic energy is uniformly propagated in all directions.
The isolation chamber must be soundproof to prevent external noise interference, and the environment must be able to effectively control temperature, pressure, and humidity.
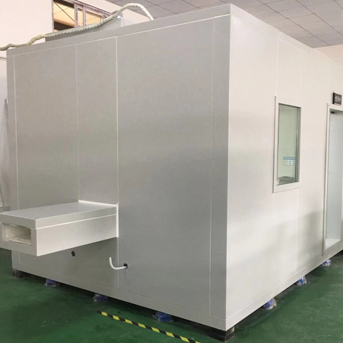
Reverberation chamber construction:
To ensure the reverberation chamber operates correctly, several factors must be carefully considered, including:
·Testing Standards or Methods
·Interior Space
· Room dimensions correspond to the dimensions of the test object
· Internal workspace
Minimum Test Frequency Band
· Internal acoustic environment noise level
Noise Reduction
·Vibration isolation
· Whisper-quiet ventilation system
Doors and passages
· Lighting and Electronic Systems
·Overall structural requirements
Standard Characteristics
The echo chamber is fully equipped with the following features:
Panel construction
Double-layer / Single-layer wall and ceiling construction
Ventilation systems elegantly integrated with architectural supplies
Interior lighting and power supply
Standard-sized Soundproof Door
Complete design, stringent production and on-site installation and debugging testing
























