















Our company always adheres to the business philosophy of "Integrity, Mutual Assistance, Coexistence, and Win-Win," establishing good cooperative relationships through strength and exceptional quality. Our company spirit is "Integrity, Devotion, Self-discipline, and Exceeding." Our service tenet is that serving you is our immediate duty.
Testing Methods: Standard testing methods commonly used for detecting the aforementioned chemical compositions include GB223, JISG1211-1215, BS1837, BS19, GOST22536, etc.

National Standard: GB13296-97, GB/T14976-2002, GB/T14975-2002; ASTM Standards: ASTM A312/A312M, ASTM A213/A213M, ASTM A269/A269M; German Standard: DIN 2462; Japanese Standard: JIS G3463; Other Standards: Production according to customer-provided specifications.
Welded steel in SUS200 series - Chromium-Nickel-Manganese Austenitic Stainless Steel (201, 202); SUS300 series - Chromium-Nickel Austenitic Stainless Steel (304, 304L, 316, 316L, 321, 2520, etc.).

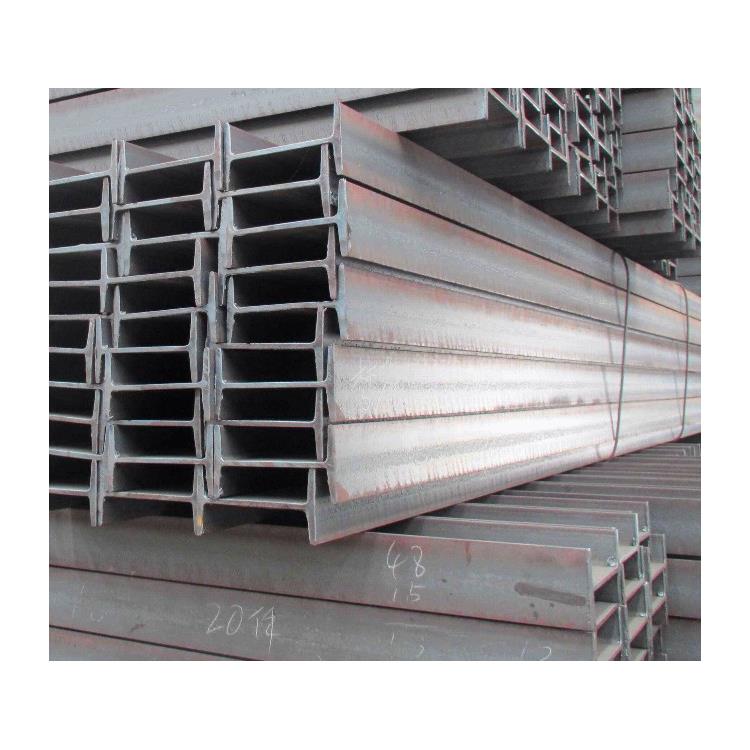
The chemical composition of the stainless steel I-beams belongs to the general structural rolled steel series. The main inspection indicators are C, Mn, P, and S. The content varies depending on the grade, with an approximate range of C<0.08%, Mn 2.0%, P<0.035%, S<0.03%.

Key Points for Bending Processing of 304 Stainless Steel I-Beams
Welding Process: Prior to welding, remove rust, oil, moisture, paint, etc., that may hinder the welding process, and select welding rods suitable for the steel grade. Spot welding intervals should be shorter than those for carbon steel, and stainless steel wire brushes should be used when removing slag. After welding, to prevent local corrosion or strength reduction, the surface should be ground or cleaned.
Cutting and Pressing: Due to the higher strength of stainless steel compared to general materials, greater pressure is required during pressing and shearing. Accurate clearance between blades is essential to avoid poor cutting and work hardening. Plasma or laser cutting is used, and when gas cutting or arc cutting is unavoidable, the heat-affected area is ground and necessary heat treatment is performed.
Bending Process: Thin plates can be bent up to 180 degrees. However, to minimize cracks on the bend face, it is necessary to provide a bending radius proportional to the thickness for thick plates along the rolling direction, and a bending radius proportional to the thickness when bending perpendicular to the rolling direction, especially during welding, to prevent cracking during processing, the welding area should be surface ground.
Three Stages of the Development of Domestic Stainless Steel I-Beams
The consumption and production of stainless steel I-beams in our country have driven the development of the industry. In the exploration phase, there were fluctuations. In the second phase, the industry entered a stable growth period. In the third phase, there was an accelerated development phase. Large state-owned steel enterprises do not produce stainless steel I-beams due to low demand within the province. Small-scale steel mills can accept orders, but the cost is surprisingly high, and consumers cannot accept it. However, stainless steel I-beam production can accept orders with quick delivery times. The stainless steel I-beams processed with submerged arc welding technology fully meet domestic market demand, while the innovative laser welding technology meets the needs of high-standard stainless steel I-beam customers. Currently, the stainless steel I-beams produced in accordance with domestic design requirements fully meet domestic standards, bringing opportunities for the development of the industry. We have two provinces with production exceeding 100 million tons, and another with over 60 million tons. China's layout is particularly important. More importantly, the industry needs to create a networked value chain for greater value creation and provide continuous service to users. Changes occurred from January to March this year, with rapid growth. The expansion and capacity reduction of stainless steel I-beams last year created a favorable market environment for domestic production, and our profits were good.
Ensuring product quality, the laser cutting process for large quantities of stainless steel strips resulted in more severe deformation compared to shearing machines. The flat surfaces of the stainless steel flats were uneven, and it took repeated straightening by workers and machines to meet welding standards. Although laser cutting significantly improved production efficiency and the dimensional accuracy of stainless steel I-beams, the deformation of laser-cut strips was much more pronounced than that of sheared strips. This led to a substantial increase in labor and time spent on straightening, and even more deformation during welding. Unfortunately, upon customer inspection, half of the products were returned and required re-straightening, greatly increasing the burden on the company's stainless steel I-beam processing and labor. Thus, while laser cutting is efficient, it also results in significant deformation, balancing benefits and drawbacks.
Stainless steel I-beam models: 5#, 6#, 8#, 10#, 12#, 14#, 16#, 18#, 20#
Material: 201 (1Cr17Ni5Mn6N), 202 (2Cr13Mn9Ni4), 301 (1Cr17Ni7), 303 (Y1Cr18Ni9), 304 (OCr18Ni9), 304L (03Cr19Ni10), 316 (0Cr17Ni12Mo2), 316L (00Cr17Ni14Mo2), 321 (1Cr18Ni9Ti), 420 (2cr13), 310S (0Cr25Ni20)
The chemical composition of stainless steel I-beams belongs to the general structural rolled steel series, with the main inspection indicators being C, Mn, P, and S. The content varies according to the grade, with an approximate range of C<0.08%, Mn: 2.0%, P<0.035%, S<0.03%.
Our company always adheres to the philosophy of "Integrity as the Foundation, Quality as the Supreme Priority," fostering healthy development in the industry. Guided by the principle of mutual benefit and cooperation, we are eager to join hands with both new and old friends to strive towards a beautiful future together!



















