

























Material Analysis of 3PE Corrosion-Resistant Steel Pipe
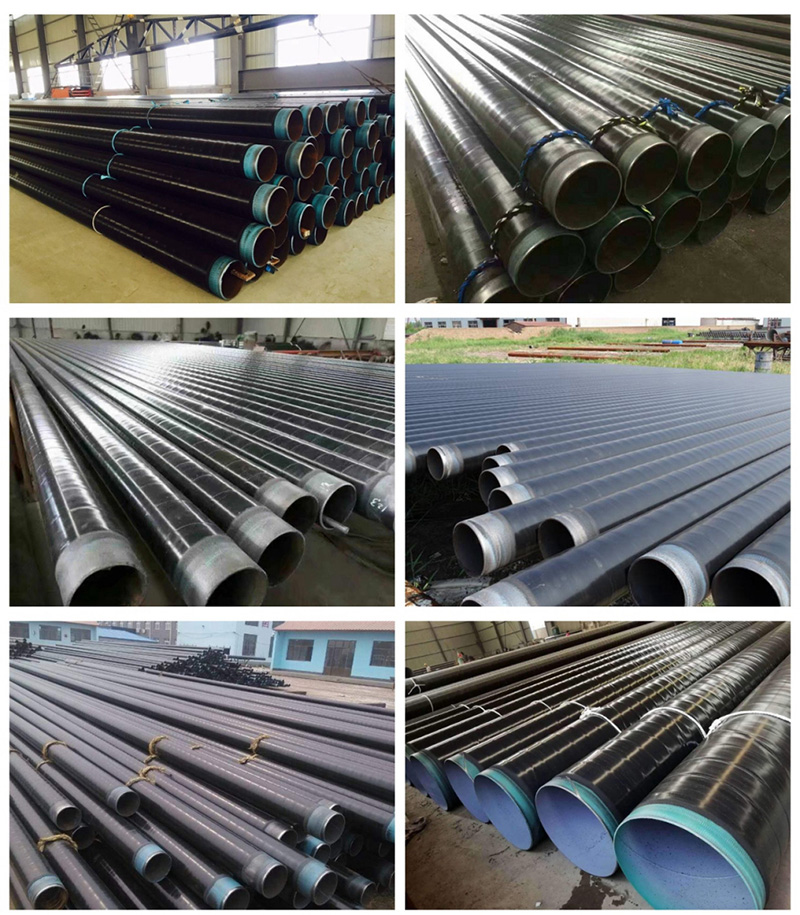
3PE coated steel pipes include seamless steel pipes, spiral steel pipes, and straight seam steel pipes. The three-layer polyethylene (3PE) anticorrosive coating, with its excellent corrosion resistance, moisture vapor permeability, and mechanical properties, has been widely applied in the oil pipeline industry.
Introduction to the Anticorrosion Coating of 3PE Corrosion-Resistant Steel Pipe
The 3PE anti-corrosion coating is crucial for the lifespan of buried pipelines. Pipelines made of the same material can last for decades underground without corrosion, while others may leak within a few years. This difference is due to the varying external anti-corrosion layers they employ.
3PE corrosion protection is generally composed of 3 layers:
One coat of epoxy powder (FBE > 100um)
Two-layer adhesive (AD) 170-250μm
Three-layer Polyethylene (PE) 2.5~3.7mm
In actual operation, the three materials are mixed and integrated into one, processed to form a firm bond with steel pipes, creating an excellent anti-corrosion layer. The processing methods typically include winding and round mold wrapping.
Advantages of 3PE Coated Steel Pipe
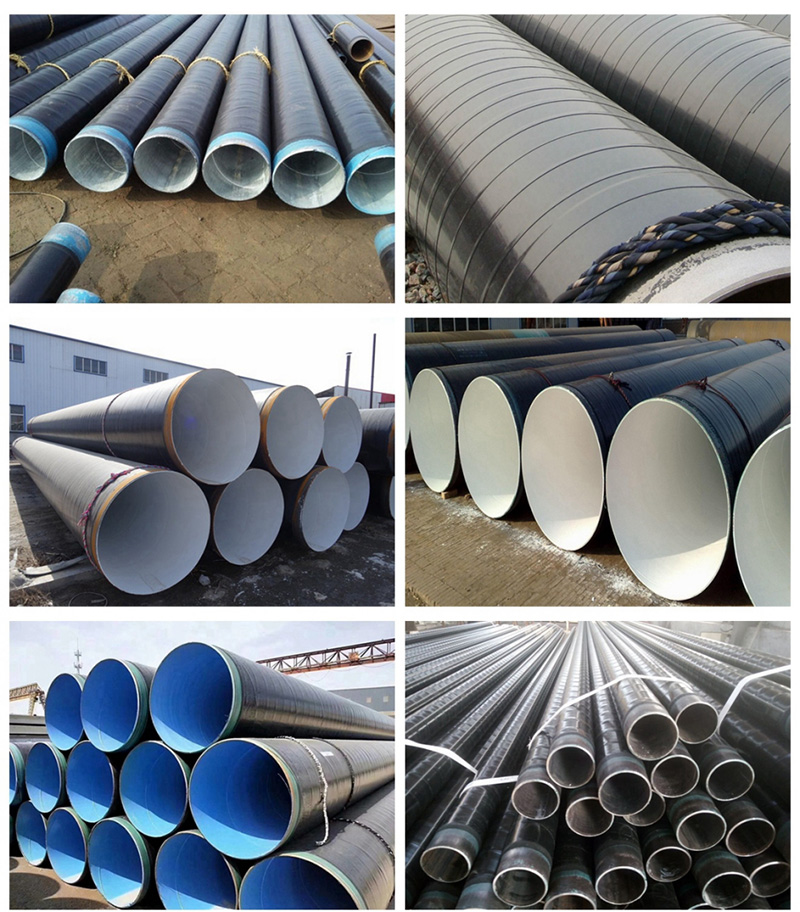
The coating of 3PE anti-corrosion steel pipes consists of an epoxy powder anti-corrosion coating in contact with the steel pipe surface as the base layer, a middle layer of a copolymer adhesive with branching structural groups, and a surface layer of high-density polyethylene anti-corrosion coating. The 3PE anti-corrosion steel pipe coating, also known as the three-layer polyethylene anti-corrosion coating, is a new type of anti-corrosion steel pipe coating that ingeniously combines Europe's 2PE anti-corrosion layer with the widely used North American epoxy powder anti-corrosion steel pipe coating (FBE). It has been recognized and used worldwide for over a decade.
3PE Corrosion-Resistant Steel Pipe Inspection Process
First, inspect the anti-corrosion steel pipe, conduct a comprehensive examination based on various conditions to ensure it meets the requirements for making insulated steel pipes. Check for corrosion on the steel pipe and remove any rust. Next, fit the de-rusted and anti-corrosion steel pipe into a polyethylene sleeve for tube forming. Then, after heading and patching, inject polyurethane foam inside to fully fill any gaps. Inspect the anti-corrosion steel pipe and conduct a final product inspection on the completed insulated steel pipe.
Before the anti-corrosion treatment, the base material of 3PE coated steel pipes must be inspected and documented upon entering the pipe platform. The outer surface of the steel pipes is then blast cleaned for rust removal. Subsequently, the cleanliness and anchor pattern depth of the steel pipe outer surface are checked to ensure they meet requirements; if not, they are sanded and polished with an angle grinder to meet specifications. Tape is wrapped around the pipe ends, followed by dust treatment, medium-frequency heating to the required temperature, epoxy powder coating, and wrapping with an adhesive extruder on the PE extruder side. The anti-corrosion pipes are water-cooled, labeled with identification, and then placed on the pipe platform for stacking and shipment.























