

















Product Description
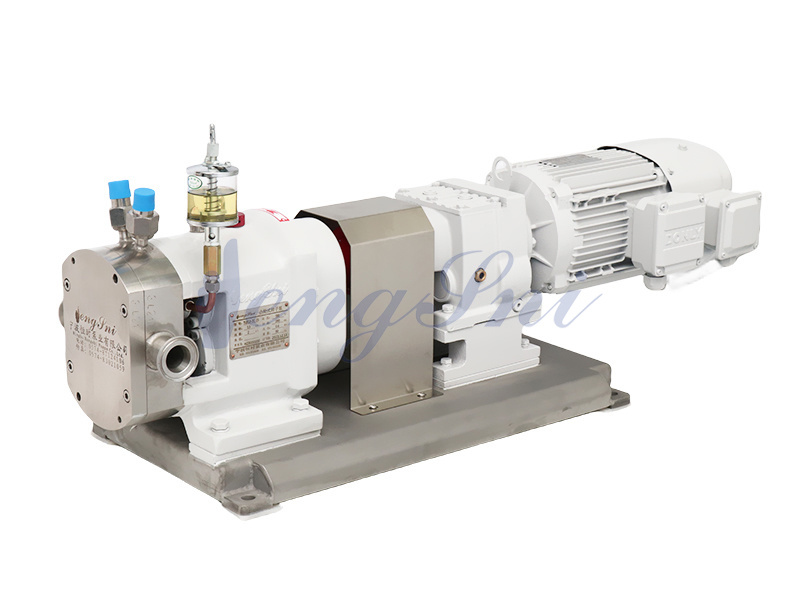
Oil-cooled mechanical seal rotor pump: The mechanical seal of the rotor pump is equipped with an oil cup, primarily to optimize the lubricity of the mechanical seal, enabling the seal to run dry for a short period and preventing dry friction during operation.
This product is equipped with an insulation jacket that can be heated by steam or hot water, preventing material from solidifying on the static and dynamic ring end faces, which could damage the mechanical seal during startup and operation. This design provides protection for the mechanical seal. It is suitable for conditions where the viscosity of the material is significantly affected by temperature.
Product Features
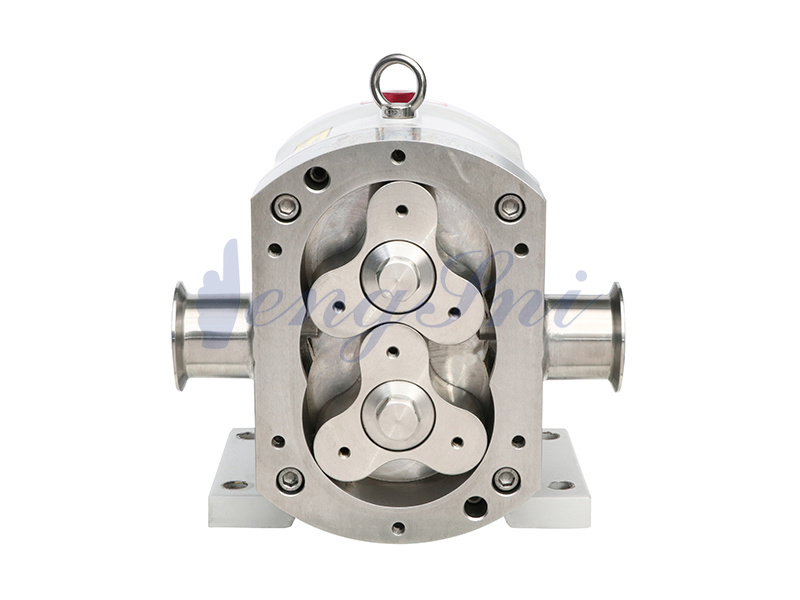
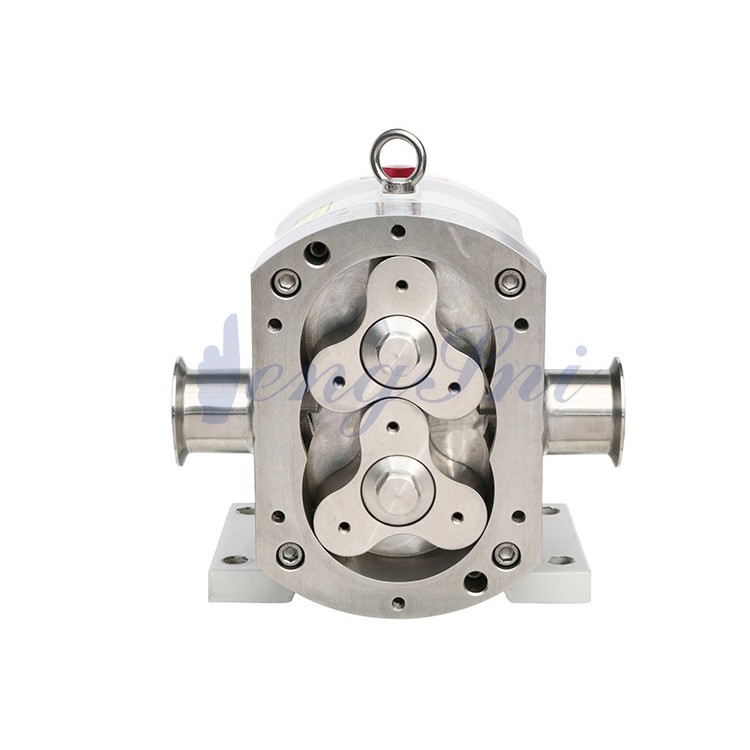
Rotors maintain a certain gap without contacting the pump housing, ensuring no friction and a long service life.
Highly efficient and energy-saving, with low failure rate, reliable sealing, and low noise.
Available for online maintenance, easy to assemble and disassemble, convenient for maintenance and cleaning, and with fewer vulnerable parts.
■ Capable of conveying materials with high viscosity, high concentration, and poor fluidity.
■ Sanitary grade safety valves can be configured on the pump head, making overpressure protection of the piping system simpler.
Self-contained thermal insulation and cooling structure, excellent thermal conductivity, easy to install.
Available in various connection types including flanged, threaded, and clamp styles.
■ Suitable for conveying gases, liquids, solids, with a wide range of material types.
The pump's output flow can be adjusted by varying the main shaft speed, and it can also be used as a general metering pump.
The impeller and pump cavity, made of special materials and processes, can transport sludge, wastewater, and other mediums containing solid particles.