







Ion Nitriding Equipment
Application Fields of Ion Nitriding
Ion nitriding is a type of chemical heat treatment for metal surface hardening. It involves placing metal parts in an active medium, where nitrogen is diffused into the metal surface under specific temperatures and holding times. This process alters the chemical composition of the metal surface, resulting in high hardness, wear resistance, fatigue strength, corrosion resistance, and burn resistance. It is widely used in industry.
Ion nitriding is highly adaptable to materials, including nitriding steel, carbon steel, alloy steel, stainless steel, ball-milled cast iron, high-speed steel cutting tools, and non-ferrous metals. It is widely used in industries such as machine tools, light industry machinery, textile machinery, petroleum machinery, and power machinery, for parts that require high hardness, fatigue resistance, corrosion resistance, and precision, such as gears, crankshafts, cylinder liners, molds, screws, spindles, and cutting tools, etc., for their ion nitriding treatment.

Introduction to Ion Nitriding Method
The ion nitriding process was invented by the German B. Berghaus in 1932. This method involves treating workpieces in a nitrogen atmosphere of 0.1 to 10 Torr (1 Torr = 133.3 Pa), with the furnace acting as the anode and the workpiece as the cathode. By applying hundreds of volts of direct current voltage between the anode and cathode, a soft glow similar to neon lights is produced on the surface of the workpiece due to the glow discharge phenomenon. At this point, the ionized gas components are accelerated by the electric field,撞击 the surface of the workpiece to heat it, and simultaneously perform nitriding treatment through sputtering and ionization effects.
Ion nitriding is vastly different from previous methods that relied on decomposing NH3 gas or using cyanides for nitriding. As a completely new nitriding technique, it has been widely applied in many fields, including automotive, machinery, precision instruments, extrusion molding machines, and molds, and its scope of application continues to expand.
Advantages of Ion Nitriding:
Ion nitriding does not rely on the action of chemical reactions; instead, it uses ionized nitrogen gas for nitriding treatment, making the working environment extremely clean and eliminating the need for special equipment to prevent environmental hazards.
Ion nitriding utilizes the sputtering effect of ionized gas, thus significantly reducing the processing time compared to traditional nitriding methods (the time for ion nitriding is only 1/3 to 1/5 of that for conventional gas nitriding).
Ion nitriding employs glow discharge to directly heat the workpiece, eliminating the need for special heating and holding equipment. It achieves a uniform temperature distribution and, compared to indirect heating methods, can improve heating efficiency by over twice, resulting in energy-saving effects (energy consumption is only 40-70% of gas nitriding).
Ion nitriding is performed under vacuum, resulting in a surface that is free from oxidation and does not damage the surface finish of the treated workpiece. Moreover, due to the low-temperature process, the deformation of the workpiece is minimal, and no further machining is required after treatment.
By controlling the atmosphere, the phase structure of the compound layer can be adjusted, resulting in significantly lower brittleness in the compound layer compared to gas nitriding. Ion nitriding is the final process for the workpiece.
Ion nitriding can start at 380°C for nitriding treatment. Additionally, nitriding can be performed at high temperatures up to 850°C for special materials like titanium and titanium alloys, thus offering a wide range of applicability.
Ion nitriding is performed through ion injection under low-pressure conditions, thus consuming very little gas (only a fraction of gas nitriding), significantly reducing processing costs.
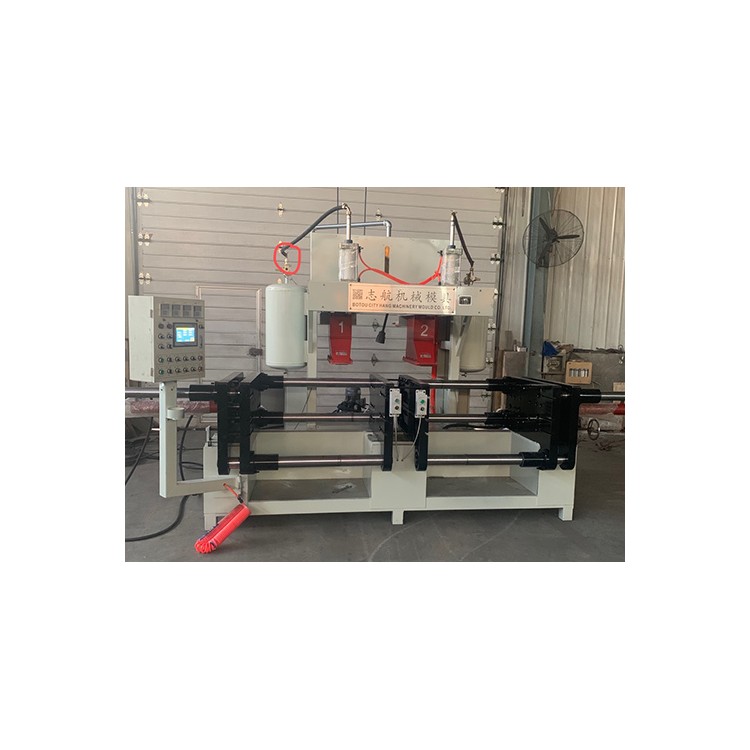
Ion Nitriding Equipment
Ion nitriding equipment typically consists of several major components, including an electrical control system, a vacuum furnace body, an infiltrant gas distribution system, vacuum generation and maintenance system, vacuum measurement and control system, etc.
The key to ion nitriding equipment is the electrical control system, which can be divided into two main categories based on the type of power supply for the control system: DC power (LD series) and pulse power (LDMC series). Since the high-power pulse power supply was successfully independently developed by me in the 1990s, it has evolved over more than a decade to the second-generation pulse power (PN-II). It has now basically replaced DC power and become the power supply of choice for ion nitriding equipment.
Compared to DC power supplies and LDMC power supplies, the PN-Ⅲ/PN-Ⅳ series pulse power supplies offer the following advantages:
(1) Main circuit modularized, control circuit digitalized, with strong anti-interference capability; voltage and current are both closed-loop controlled (other manufacturers use open-loop control — i.e., no control, prone to instability due to disturbances from the power grid and load), making the entire power system more stable and reliable.
(2) Arc quenching is rapid and reliable (≤10μs), with quick arc cleaning speed; other manufacturers' arc quenching speed is 20μs; this directly affects the reliability of the power supply.
(3) The pulse power source has the effect of reducing the hollow cathode effect, eliminating the need for blocking holes. It solves the nitriding issue for complex parts with deep holes or grooves, effectively improving the uniformity of nitriding temperature and the uniformity of the nitriding structure.
(4) The pulse power separates the physical parameters of discharge (air pressure, voltage, current) from the control parameters (duty cycle), enhancing the tunability of the process and making it easier to select optimal process parameters.
(5) No throttling resistors in the main circuit; pulse power supply is more energy-efficient, with a lower temperature inside the power cabinet.
(6) Compared to power supplies from other manufacturers with the same power rating, the PN-III series pulse power supplies offer greater stability and reliability, allowing for long-term operation at full load, with larger furnace capacity and higher production efficiency.
Characteristics of the 4th generation high-frequency power supply:
The operating frequency of the fourth-generation high-frequency power supply is 30000Hz, which is 30 times that of conventional pulse power supplies. Ion nitriding of metal materials is conducted in a low-pressure gas discharge environment. The gas discharge voltage-current characteristic curve (Figure 1) is not linear. The ion nitriding of metal materials generally operates in the "anomalous discharge" section of the voltage-current characteristic curve, with the upper limit point G being a dangerous turning point.
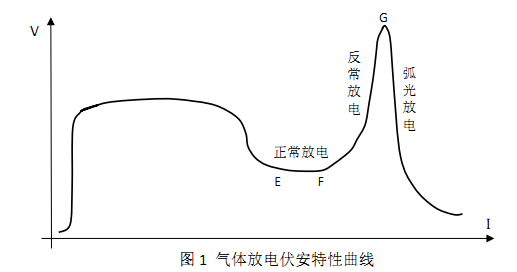
Gases discharged as a power supply load exhibit negative resistance. The workpiece, serving as the cathode of the power supply, its surface shape and the surrounding environment (stacking of workpieces) both influence the surface current density.
Due to the specific characteristics of gas discharge, ion power sources must be advantageous in dealing with the following difficulties:
1.1 Arc Discharge
The surface of the workpiece is not clean, which easily forms a non-conductive oil film. Once a certain amount of charge accumulates on its surface, it can puncture and create a sudden large current discharge, resulting in visible high-energy sparks. If not quickly disconnected, it can cause power supply failure and damage to the workpiece.
1.2 Hollow Cathode Effect
This is an enhanced discharge phenomenon caused by the glow overlap critical state. The reasons for this phenomenon include: holes and slots in the workpiece, gaps between the placement of workpieces, and uneven corners of the workpieces. When the air pressure reaches a certain level, a hollow cathode phenomenon occurs. The direct manifestation is that the glow brightness is uneven over the surface of the workpiece, corresponding to an uneven surface current density, which leads to uneven temperatures at various parts of the workpiece.
1.3 Current Density
In addition to voltage affecting current density, air pressure influences glow thickness, and also impacts current density. Higher air pressure results in a thinner glow, which is beneficial for even temperature distribution. Moreover, when air pressure is high enough to uniformly cover all surfaces of grooves and holes, the current will significantly exceed the power required for workpiece insulation.
1.4 Average heating power determines the processing temperature of the workpiece
On the other hand, the uniformity of temperature and composition near the workpiece surface determines the conditions for the entire workpiece surface to produce a uniform current density, entering the abnormal glow range at 0.1-5 mA/Cm². That is to say, ion nitriding has a very small threshold condition.
For certain workpieces (such as thin and light ones), when the working current achieves a uniformly glowing state across the entire workpiece, the total heating power applied may exceed the electrical power required to maintain the workpiece's processing temperature.
The缺点 of using a DC power supply for ion sources are obvious, leading to the development of the second generation – DC pulse (low-frequency) power supplies.

The working waveform of the DC pulse power supply is as shown in Figure 2.
Define Duty Cycle: D = ton/T
Average heating power: W = Vp × I × D
The introduction of duty cycle D (adjustable) to the low-frequency pulse power supply has effectively resolved the contradiction between the average heating power and the threshold condition required for workpiece processing, while also improving the efficiency of the power supply (our pulse power supply eliminates the current-limiting resistor). However, there is still room for improvement: under certain conditions, the arc striking phenomenon is not yet responsive when the state changes abruptly, and for irregularly shaped or cluttered workpieces, the hollow cathode effect develops and proliferates too quickly, making the pulse width at low frequencies (on the order of 1ms) seem too long. The current rise time at the leading edge of each low-frequency pulse is relatively long, which increases the transition period from normal glow to abnormal glow, still affecting the temperature uniformity.
Due to the aforementioned reasons, we have developed the fourth-generation ion nitriding power supply——the high-frequency pulse power supply.
1.5 Key Features of High-Frequency Pulse Power Supply
1.5.1 High degree of ionization. This is due to the high-frequency pulse's toffCertainly time is shorter. After power is cut off, the concentration of charged particles does not immediately drop to zero but decreases slowly. Before it significantly drops, the next pulse arrives, resulting in a higher average electron concentration.
1.5.2 Arc Quenching Fast. Utilizing the principle of electromagnetic induction in high-frequency discharge circuits, it rapidly detects arc signals (with almost no delay), and by employing high-speed digital logic devices, it immediately controls the high-speed electronic switch in the main current circuit, enabling the arc to be extinguished within 3-5μs.
1.5.3 The hollow cathode effect suppression is effective. The hollow cathode effect involves electrons oscillating back and forth within a narrow space, with the newly generated electrons outnumbering those that diffuse out or are otherwise destroyed. The value at which they terminate depends on the duration of the process. The pulse width of high-frequency pulses is approximately 20μs, which is significantly lower than the accumulation of the effect at lower frequencies. Moreover, when using a high-frequency power supply, the internal pressure of the furnace can be increased to thin the glow discharge, avoiding the overlap of the hollow cathode glow discharge, which in turn reduces the hollow cathode effect to some extent. At this point, the power supply may be operating at a very low duty cycle, which is not possible for low frequencies due to the limitations of the "ramp-up" process. Our designed high-frequency power supply can switch working modes. Internal nitriding experiments on small-diameter long tubes have proven this advantage of the high-frequency power supply.
1.5.4 Uniformity of temperature has been improved. Post high-frequency pulse application, the adjustment range of the nitriding process parameters has widened, with good independent controllability, allowing for exceeding the limits of low-frequency operation. By combining process parameters, each can be independently adjusted, which can enhance the uniformity of glow coverage on complex-shaped workpieces.
5.5 The quality of the infiltration layer and surface smoothness have been improved.