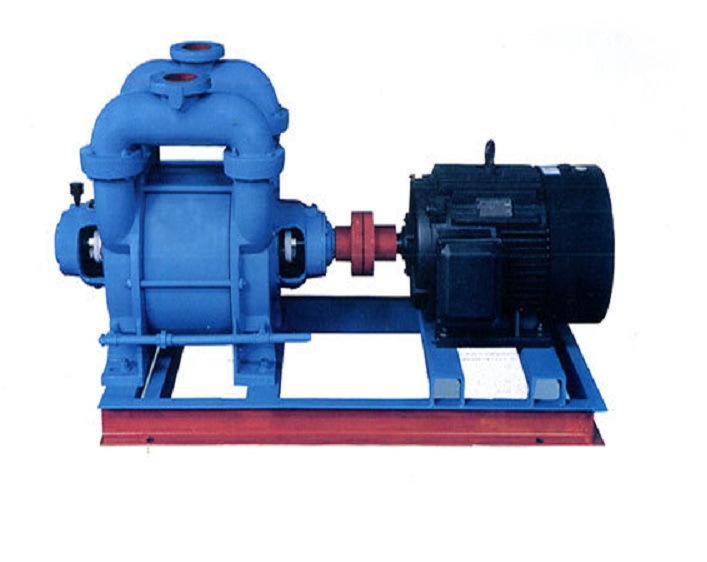












Primarily used in processes with large rough vacuum suction. It is mainly employed to remove air and other non-corrosive, water-insoluble gases containing a small amount of solid particles, so that a vacuum can be formed in sealed containers with a permissible small amount of liquid in the aspirated gases.
It is widely used in industries such as machinery, food, and petrochemicals.

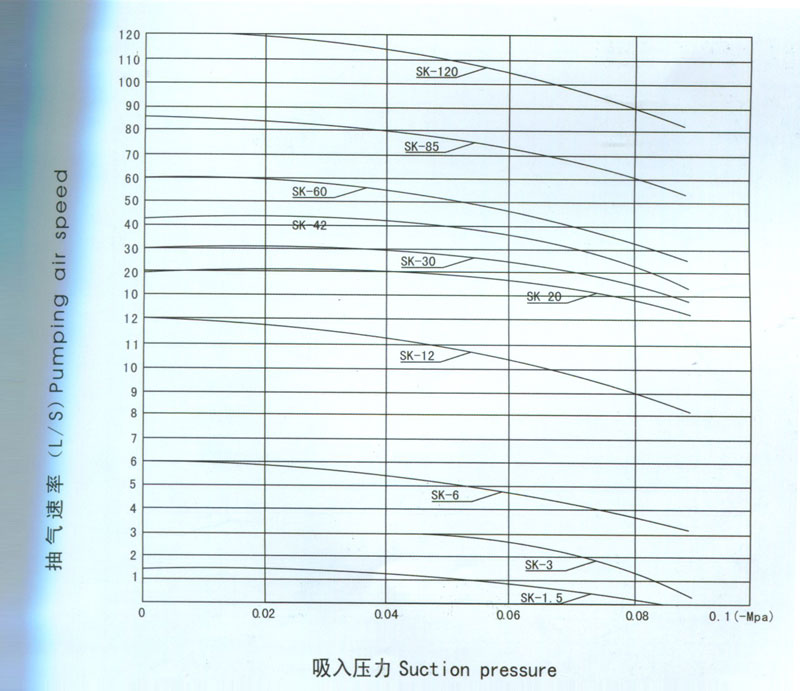
Note: The data listed in the table is obtained under the following conditions:
1. Atmospheric pressure is at 0.1013 MPa (760 mmHg)
2. Inlet Water Temperature: 15°C
3. Inlet Air Temperature: 20°C
4. Relative Air Humidity 70%
Section II: Performance Allowable Deviation ±10%
Property Curve
Water ring vacuum pump cavitation is caused by the vaporization of working water and insufficient compression in the water ring vacuum pump. During operation, when the pressure in a local area of the pump drops below the saturated steam pressure corresponding to the working water temperature, the working water vaporizes, creating bubbles. As the working water flows, these bubbles are carried to high-pressure areas. Under high pressure, the bubbles suddenly burst, the steam recondenses, and cavitation occurs. At this point, the surrounding working water flows into the cavity at high speed, forming a local high-frequency water hammer. When the compression of the water ring vacuum pump is complete, if the pressure is still not reached at the exhaust port, the cooling water outside the pump chamber will overflow from the exhaust port into the pump chamber. The pressure inside the cavity suddenly rises, causing cavitation.
Water ring vacuum pumps operating under cavitation for extended periods will increase the pump's noise and vibration, and may even damage the pump. Therefore, it is necessary to minimize the operation of water ring vacuum pumps under cavitation. The following methods can be adopted:
1. Mechanical modification, addition of cavitation valve
In response to this phenomenon, our company's Yanglong Pump Valve has designed impellers in various materials, including copper impellers and stainless steel impellers. Stainless steel materials include 304 stainless steel, 316 stainless steel, and 316L stainless steel, among others. The front of the water ring pump features an erosion valve (as shown in the following figure). When cavitation noise is too high, slightly opening the cavitation valve can reduce the noise, but it is not suitable for processes requiring high vacuum, as the vacuum level will significantly decrease. The position of the lower erosion valve is indicated by the 2BV water ring vacuum pump.
2. Proper Type Selection.
Selecting the right water ring vacuum pump before purchase is crucial and a key factor in subsequent maintenance costs. During the selection phase, when choosing the suction pressure of the vacuum pump and the water's temperature, it's best to avoid the pressure range where cavitation is prone to occur, i.e., prevent the vacuum pump from operating in the critical vacuum or critical exhaust pressure zones to avoid severe cavitation. If you've chosen a suitable vacuum pump for yourself, I won't go into detail here. Yanglong Pump Valve's Shaoxiang has already prepared for you: Water Ring Vacuum Pump Selection. 3. Increase the water's temperature
Due to the increased temperature of the cooling water in a water ring vacuum pump leading to a significant rise in pumping energy, the heat of the sealing water must be below the saturated heat corresponding to the exhaust pressure. Otherwise, it can cause cavitation damage to the pump impeller. Therefore, increasing the water's heat can prevent cavitation.
4. Install cavitation shield tube
A water ring vacuum pump equipped with an erosion shield tube can promptly replenish the space created by bubble cavitation during compression, as well as high-pressure non-condensable gases introduced internally. This can significantly increase the damage caused by severe cavitation to the pump, and amplify the noise and vibration caused by cavitation.