






















Heavy-duty overhead runway is a track system with high load-bearing capacity and stability, widely used in heavy machinery, lifting equipment, logistics conveying, and other fields. Due to its design to withstand heavy loads, heavy-duty overhead runway is commonly used as running tracks for bridge cranes, gantry cranes, and other large-scale equipment, as well as for material handling in various automated production lines.
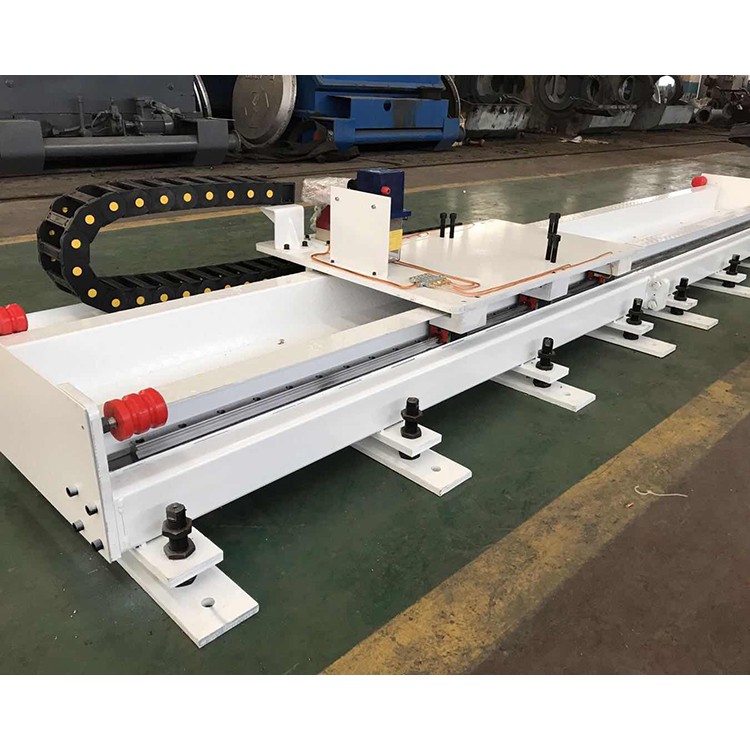
The basic structure of heavy-duty overhead tracks is typically made from high-strength steel, offering excellent tensile and compressive properties. The cross-section shape is usually I-beam or U-shaped to enhance stability and load-bearing capacity. To accommodate various usage environments and load requirements, heavy-duty overhead tracks must consider multiple factors during design, including track length, width, thickness, and the design of the supporting structure.
During installation, heavy-duty overhead tracks must be securely fastened to the top of the equipment or building using robust support structures. These supports must not only bear the weight of the tracks and the load of the operating equipment but also effectively distribute and transfer stress during operation to prevent structural damage due to localized overloading.
Heavy-duty monorails have a wide range of applications. In the manufacturing sector, they are extensively used for transporting and assembling heavy equipment, such as in automotive manufacturing and ship repair. In the warehousing and logistics industry, they are employed to support automated lifting equipment, ensuring efficient lifting and transferring of goods. Due to their excellent wear resistance and shock resistance, heavy-duty monorails perform exceptionally well over long-term use, effectively extending the lifespan of the equipment.
With the backdrop of technological advancements, the design and materials of heavy-duty overhead tracks are also continually innovating. For instance, the use of new alloy materials and advanced welding techniques can further enhance the load-bearing capacity and fatigue resistance of the tracks. Moreover, as smart technology develops, an increasing number of heavy-duty overhead track systems are integrating monitoring and sensor technologies, enabling real-time monitoring of track operation and load conditions, and timely detection of issues for maintenance.
In summary, heavy-duty overhead conveyor systems serve as a critical support system in modern industry, essential for achieving efficient and safe logistics and production operations. Their continuous technological advancements and expansion into new application areas will propel the development of industrial automation and intelligent manufacturing, enhancing overall production efficiency and economic benefits.
























