





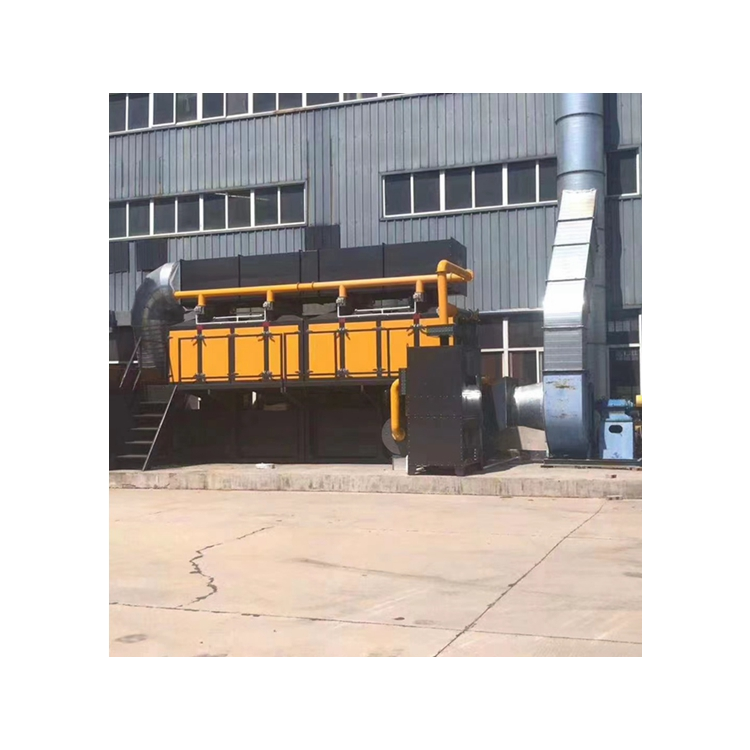



















The catalytic combustion unit consists of an inner shell and an outer shell, filled with insulating material between them to maintain temperatures below 60°C. The inner shell includes a heat exchanger, a catalytic chamber, and a preheating chamber. The catalytic chamber is filled with a granular catalyst that has decomposition properties, while the preheating chamber is equipped with electric heating pipes, and the equipment is preheated using electric heating. The entire catalytic combustion unit is controlled by a PLC, allowing for fully automatic operation during operation.
Catalytic combustion unit application range
1. Suitable for purification treatment of organic solvents (benzene, alcohol, aldehyde, ester, ketone, phenol, ether, etc. organic waste gases).
2. Organic waste gas purification for industries such as wire, cable, enameled wire, equipment, motors, chemicals, instruments, automobiles, bicycles, and home appliances.
3. Suitable for various drying lines, such as tunnel ovens, printing iron cans, surface coating, printing inks, and electrical insulation, to purify organic waste gases generated in each process.
Our main products include single-machine dust collectors, bag dust collectors, boiler bag dust collectors, asphalt mixing plant dust collectors, catalytic combustion equipment, mine dust collectors, electrostatic oil catchers, dust bags, dust collectors' frames, electromagnetic pulse valves, dust collector accessories, star卸料器, screw conveyors, filter cartridge dust collectors, cyclone dust collectors, and waste gas treatment equipment. We can design suitable on-site environmental protection equipment based on the differences in the working conditions of the customer's workshop, meeting the personalized needs of different customers. Our products are widely used in industrial and mining enterprises such as metallurgy, building materials, chemicals, electricity, machinery, and grain processing for flue gas purification, dust control, and material recovery.




























