Integrated fiberglass check well

Product Introduction
Integrated fiberglass intelligent interceptor wells for sponge city construction, black and odorous water body treatment, intelligent drainage, and rainwater-sewage separation projects. These wells enable automatic switching and separation of rainwater and sewage within the rainwater network, directing wastewater and a small amount of initial rainwater into the sewage network, preventing pollution of natural water bodies such as rivers and lakes. At the same time, they avoid excessive rainwater entering the sewage network, reducing the load on wastewater treatment plants. They not only purify natural water bodies but also conserve resources for wastewater treatment, making them products for sponge city construction, black and odorous water body treatment, and natural water purification.
Main Components
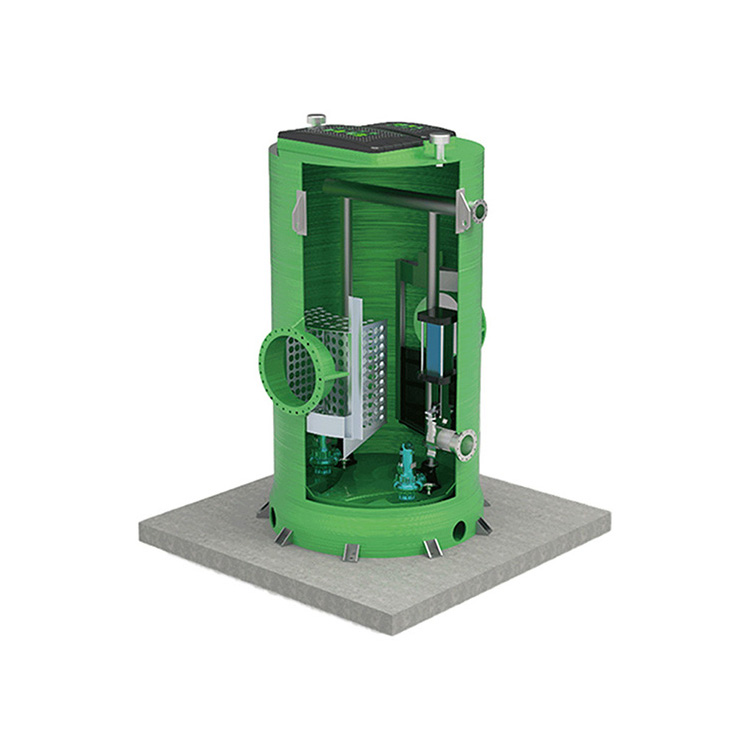
The integrated glass fiber reinforced plastic intelligent cutoff well is mainly composed of a cylinder, a cutoff gate, a rainwater gate, an inlet grille, a sewage lifting unit, a hydraulic control system, pressure sensors, a rain gauge, a rainproof control cabinet, and an intelligent cloud monitoring platform. The cylinder is made of glass fiber reinforced plastic through one-time mechanical winding, produced mechanically, ready for delivery, corrosion-resistant, easy to install, shortening the construction period, occupying less land area, replacing traditional brick wells or concrete wells; the cutoff gate and the discharge gate use stainless steel flat gates, with good sealing properties, hydraulically driven, powerful power, and easy to open and close; the sewage lifting unit employs a coupling mechanism, with valves and pipes made of 304 stainless steel, easy to install and maintain. To prevent debris from clogging the pump, a 304 stainless steel lifting basket grille is installed at the inlet, intercepting large debris. The lifting basket is connected with a specialized coupling hook, which is lifted along the guide rod of the hook for cleaning without entering the well. The monitoring system uses pressure sensors and a rain gauge for control, allowing gate opening to be controlled by the amount of rain or by monitoring the underground liquid level with the pressure sensor, achieving interlocking control for accurate monitoring. The control system uses an intelligent cloud platform for remote operation and monitoring, achieving unattended operation and multi-point monitoring control.
Operating Principle
On sunny days, the interception gate is open, while the stormwater gate is closed. Partial wastewater in the pipeline flows to the sewage pipeline via the interception outlet, or is pumped up to the sewage pipeline through the wastewater lifting device, achieving zero direct discharge of wastewater on sunny days.
During rainfall, the initial surface runoff is rather polluted, which could contaminate the river water if it enters. By using a rainfall gauge to determine the amount of rainfall or a hydraulic sensor to detect the well water level, the interceptor and stormwater gates can be delayed in opening, ensuring that the dirty initial runoff is channeled into the sewage pipes.
During the latter stages of rainfall, the water is relatively clean. When the water level in the well is detected to be above the set level via a hydraulic sensor, close the intercepting gate and open the stormwater gate, allowing the rainwater to drain into the river. Upon the cessation of rainfall, the water level in the well decreases. When it falls to the set low level, open the intercepting gate and close the stormwater gate, restoring to the initial state.
Product Features
During rainy weather, when the wastewater pipe level is high, it is prone to overflow into the rivercourse. At this point, the rainwater gate is automatically closed via the liquid level signal in the intercepting pump station, preventing wastewater from overflowing into the rivercourse.
During high flood season when river channel water levels are elevated, it's prone to backflow into the sewage pipes. At such times, the automatic closure of the intercepting gate, triggered by water level signals, prevents river water from backflowing.
The automated system utilizes a professional SCADA system, which may enable the following functions:
(1) Remote monitoring of equipment parameters and status, enabling customers to check equipment operation at any time.
(2) Constantly monitor and receive equipment alarm notifications, promptly grasp the status and cause of equipment failures.
(3) Remote upload, download, and debugging of PLC programs are available, eliminating the need for on-site travel and reducing travel expenses.
(4) Ability to save and view historical data for easy tracking of equipment's historical operational status.
(5) Real-time surveillance is available through the camera, allowing you to keep a constant eye on the on-site situation.
Advantages and Features
Easy installation and maintenance, factory prefabrication, intelligent control with remote monitoring, low cost and short construction period, energy-saving and environmentally friendly.
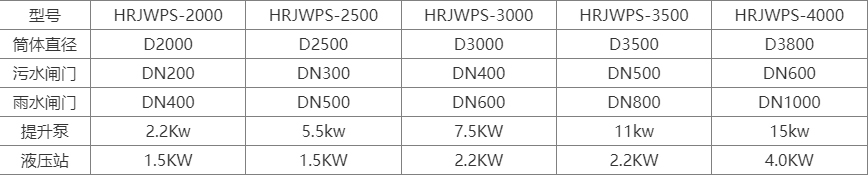
Selection Parameters