















I. Equipment Features
● Compatible with both spot welding and continuous working modes.
● No physical contact during welding, allowing for flexible adaptation to various product welding.
● The QCW has minimal thermal impact on products, significantly reducing the rate of scrap.
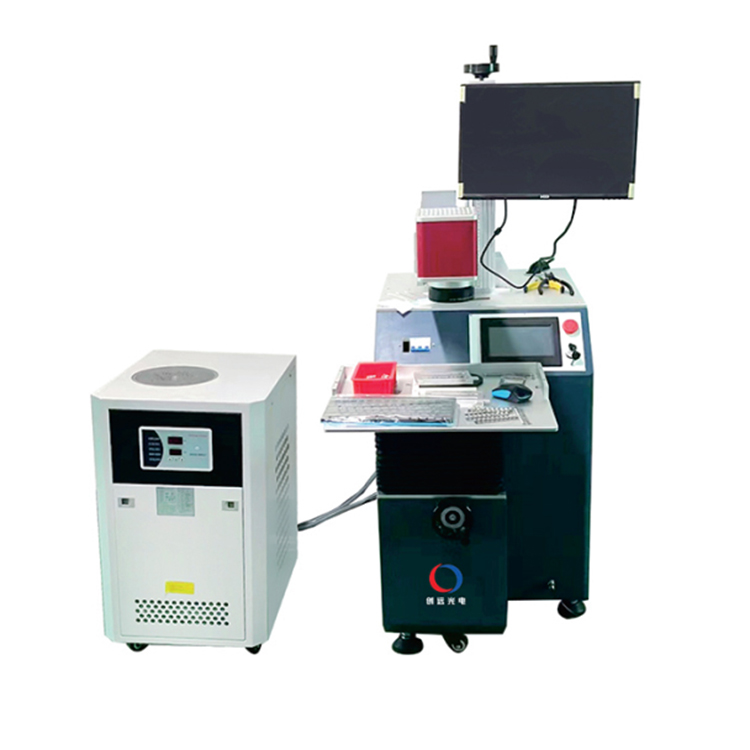
The QCW laser welding machine boasts excellent pulse power and energy stability, featuring precise welding capabilities.
Low cost of use, with peak performance not found in continuous welding machines.
● The welding process requires no consumables.
II. Basic Requirements
1. Achieve excellent welding between dissimilar metals, with good conductivity.
2. Solder pads without cold joints, solder bridges, blowouts, or misaligned soldering.
3. Welding strength > 100N
4. Welding automation, intelligence, and high efficiency.
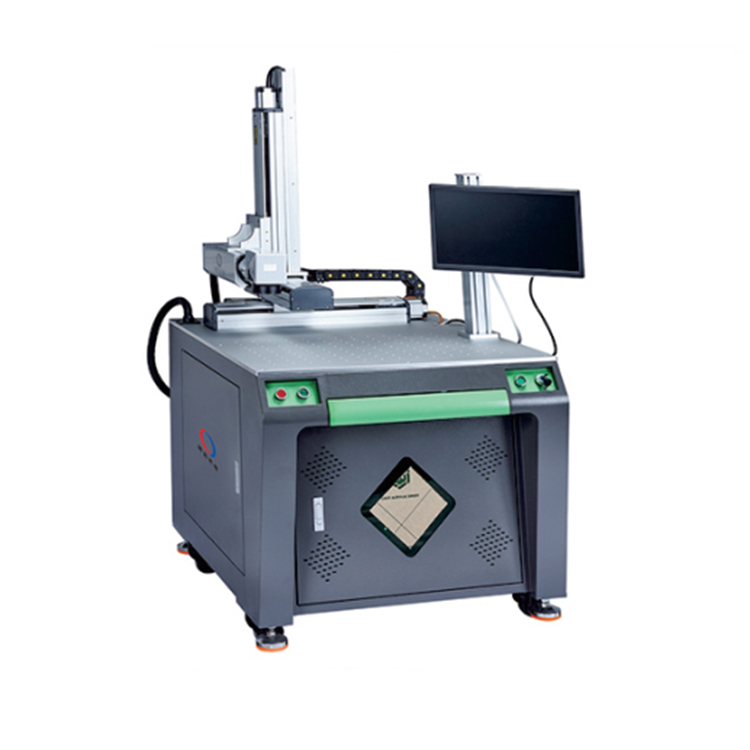
Section 3: System Solutions
System Composition:
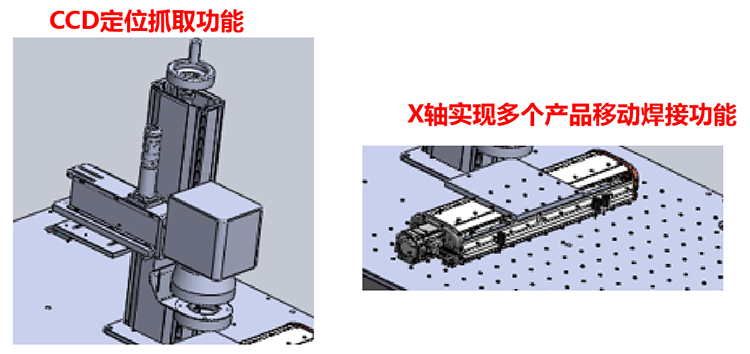
Closed gantry cabinet with X-axis module for welding multiple products.
QCW Fiber Laser + Scanner Configuration
● Precise visual alignment, coaxial CCD surveillance, ensures accurate positioning for welding with greater precision.
The software interface is user-friendly, easy to operate, and offers powerful customization for welding graphics.
PCB Pad Holder Fixture Design
● Smoking device installed adjacent to the enclosed cabinet, with excellent smoke extraction.
● Aacrylic shield is set in front of the gantry cabinet to block the dazzling red light emitted by the laser.

Four: Process Flow
1. Material Loading: Manually place the FAKA cable harness in the precision fixture, secure it on the machine's platform after placement, press the start button to initiate the operation, and sequentially weld and remove from left to right.
2. Visual Alignment: CCD camera for photographing and aligning workpiece position.
3. Laser Welding: The laser head sequentially completes mirror welding according to a set program, with a coaxial CCD providing real-time display of the welding station image.
4. Unloading: Welding completed, laser head moves to the waiting position, workers remove the welded components; repeat in sequence.
Key Technical Points
●Control the gap of incoming materials.
Design jigs with excellent performance to control the clamping gap.
● Insufficient weld joint width leading to inadequate strength
Choose a粗纤芯光纤激光器.
V. Main Configuration