Wastewater low-temperature evaporation equipment is manufactured using advanced materials and technology, offering excellent corrosion resistance and good mechanical strength. It features a compact structure, simple operation, stable performance, and is less prone to malfunctions. Additionally, the distillation water unit is equipped with automated control and safety protection devices, capable of real-time monitoring and prompt handling of anomalies, ensuring the safe and reliable operation of the equipment.Wastewater low-temperature evaporation equipment, when treating wastewater and saline water, does not generate secondary pollution. Its efficient distillation process effectively removes harmful substances and salts from the wastewater, yielding pure water sources and transforming waste into treasure. The distillation water machines can also be paired with other equipment for waste heat recovery, further enhancing energy utilization efficiency and reducing environmental impact. By utilizing tubular multi-effect distillation water machines, the water resources can be effectively utilized, reducing consumption of natural resources and promoting sustainable development.
Processing Effect:
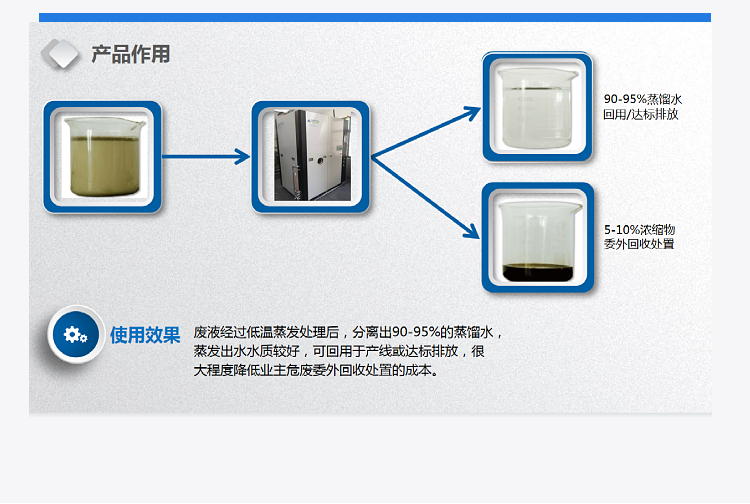
1Achieve partial waste liquid management"Compliance Emissions"
2Cost of treatment reduced, producing clean water in the waste liquid treatment process.
3Wastewater is concentrated through vacuum evaporation.5%-15%Waste, as well as distilled85%-95%The condensate is removed, reducing nearly95%Our waste treatment effectively kills bacteria and minimizes the spread of odors.95%Water resource recycling and reuse, simply concentrated5%Wastewater;
4Evaporated and concentrated under low temperature and vacuum conditions, with a safe equipment design.24Hourly automatic operation, self-cleaning features;
Equipment Features:
1Compressed air and power operation boasts low costs.
2Automated, intelligent, and secure waste liquid processing
3Reduce waste liquid treatment costs.
The low-temperature treatment process has been optimized through practical application, with a structure consisting of a pretreatment unit.+Low-Temperature Evaporation System+Ceramic membrane treatment process involves filtration, ambient evaporation, and membrane filtration (optional; however, recycled water may contain some trace impurities. Those with less stringent requirements for recycled water can choose accordingly), capable of removing heavy metals, salts, and most organic matter, enabling simple reuse. For discharge, it is necessary to test the water samples and then undergo post-treatment processes to meet national discharge standards before releasing.

Equipment Advantages
1Reclaim and reuse wastewater for purification, reducing production costs.
2Physical low-temperature operation, no consumables required, low energy consumption.
3ProcessedCODLower in content, some can be discharged directly.
4Reduce manual labor workload; system auto-purification.
5The equipment operates smoothly and can handle large quantities of wastewater.
Application Range:
Broadly used across various sectors including industry, agriculture, and chemicals. In the industrial sector, distillation water systems can treat wastewater, separating harmful substances and salts to obtain high-purity water sources for cooling and cleaning in industrial production processes. In the agricultural field, these systems can process saline-alkali soil brine, converting it into freshwater suitable for irrigation, enhancing soil quality, and increasing crop yields.