Core rivet precautions:
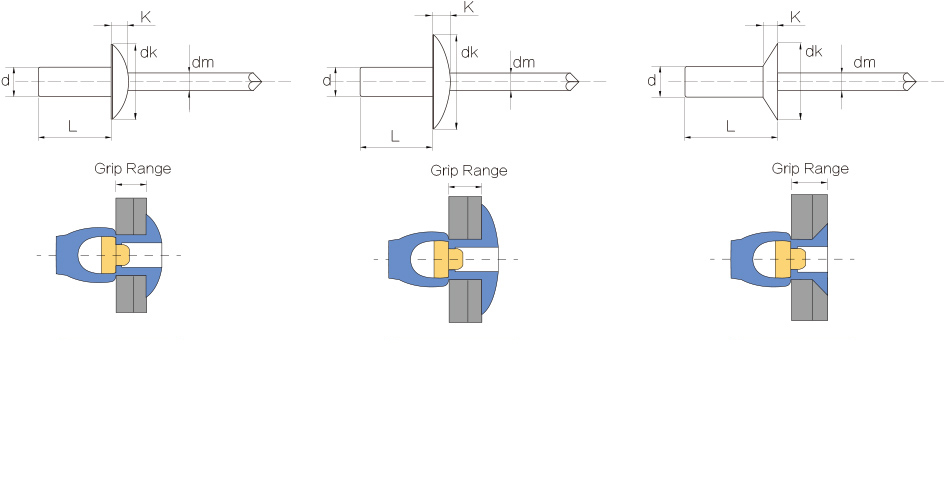
1. When inspecting the finished rivet cores, the following should be checked: the rivet body diameter, rivet body length, rivet cap thickness, and cap diameter, the total length of the rivet core, the exposed size of the rivet core, the rivet cap size, and the outer diameter after assembly can also be considered. In actual inspection, measurements can be taken for the product's vulnerable parts, such as: tensile strength, shear strength, and the anti-loosening force of the rivet core.
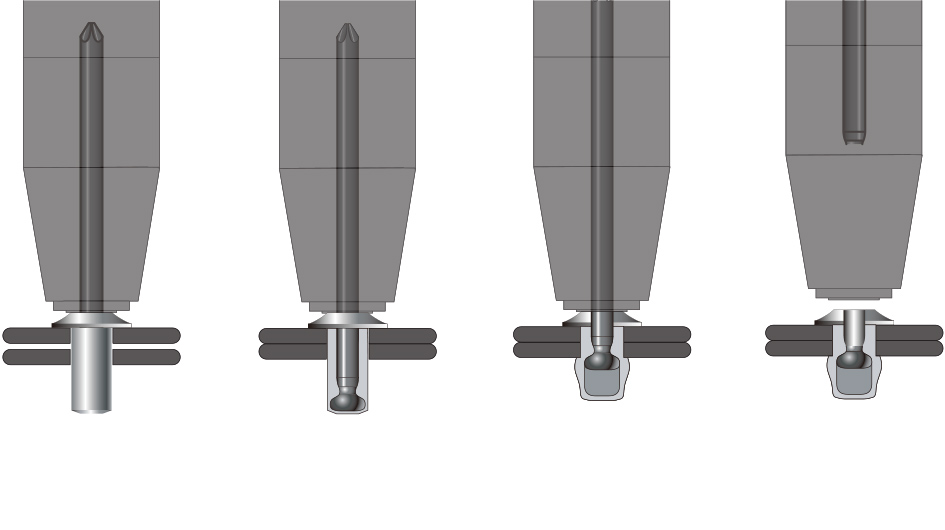
2. Key points to note include the pull rivet's tension, whether it's sufficiently tight, and if the riveting is properly seated; or if the rivet core cap is too large, making it difficult to pull the rivet body into the tube mouth; as well as the jump head, which refers to the low pull-out force of the rivet core or the too fine break size, etc.
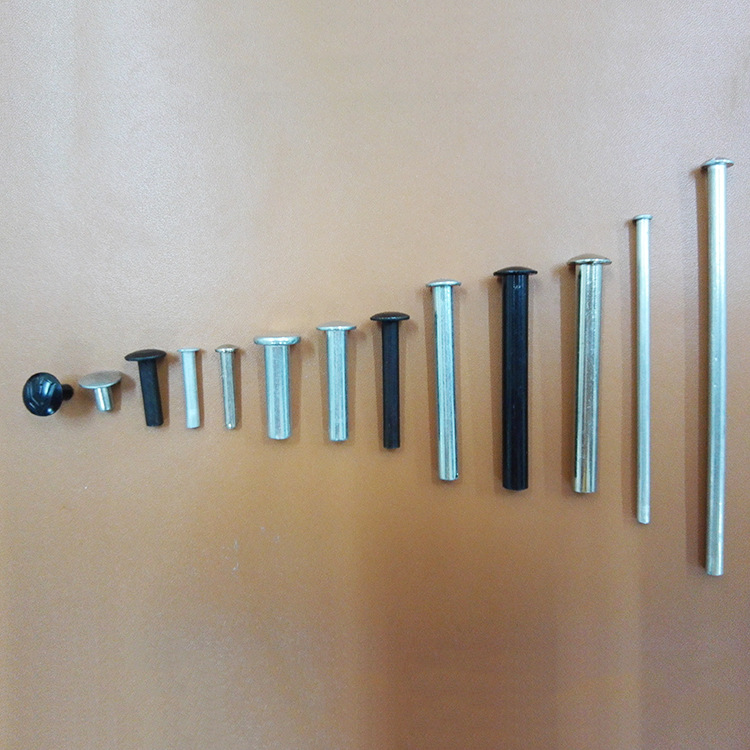
3. Core rivet materials: Aluminum, iron, stainless steel, alloys, etc.
4. The total thickness of the workpiece is generally 45% to 65% of the rivet length, but should not exceed 60%. Additionally, a too short work length can also be麻烦. It is recommended to use 50% to 60% as a standard in most cases. A rivet that is too long will have an oversized rivet head, making the shank prone to bending; conversely, a rivet that is too short will have insufficient rivet head sizing, resulting in an incomplete head shape, affecting both strength and tightness. Either an excessively long or short rivet length is不利, and only an appropriate length can achieve the desired riveting effect.