














Mining emergency pump, immediate drainage pump in stock. Same-day order, same-day delivery by dedicated vehicle. Submersible pump, your safety guarantee! Complete set of cables, lifting pipes, pump accessories, and start-up cabinets fully supplied. Personal on-site installation guidance, worry-free for you! Tianjin high-flow mining emergency pump in stock!
We specialize in the production and sales of large flow, high head, and high-power mining submersible pumps, suitable for various voltages.380V,660V,1140V,6000V,10000VMeets the complex conditions on-site. The equipment operates submerged in water, with no sparks, is explosion-proof, and comes with the manufacturer's assurance of safety and reliability. Each set of equipment undergoes actual well-testing on a finished product test bench before shipment, ensuring the reliability of product quality.
This type of mining emergency pump with high flow rate and head, the head can reach1500RiceTraffic can reach every hour2000Square design for easy installation and maintenance. Ensures no flooding occurs during the drainage process of the mine. Engineering cases are available in various coal groups, gold mining, iron ore, and other industrial and mining enterprises.
Product Features:1. High flow rate, high head, and excellent drainage performance. Suitable for normal mining operations or even during heavy rainfall flooding, it can function as an emergency rescue pump for mines, a standard drainage pump, or a backup pump. Independently developed by our technical department, its drainage capacity exceeds that of most submersible pumps on the market.
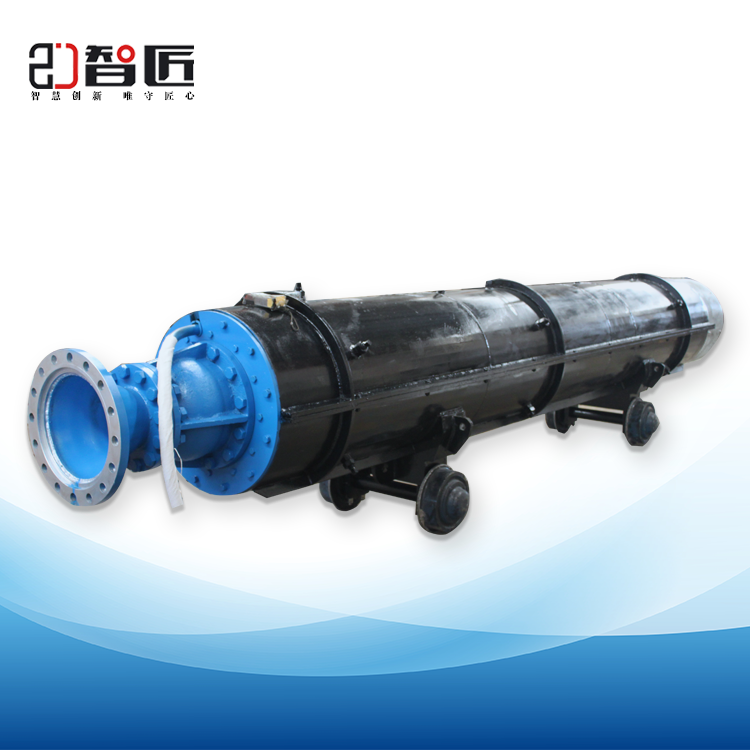
2.Professional Customization. Emergency drainage pumps, available in materials such as ductile iron, tin bronze, duplex steel, and stainless steel, can be specially designed to meet customer needs based on on-site environment.304Stainless steel316,316LA variety of options. Suitable for various water quality environments.
3.Safety assured. The motor is filled with pure water internally, operates fully submerged in water, and is explosion-proof. The factory is equipped with professional finished product testing stations and various testing equipment, where all products undergo performance tests before shipment, ensuring reliable product quality.
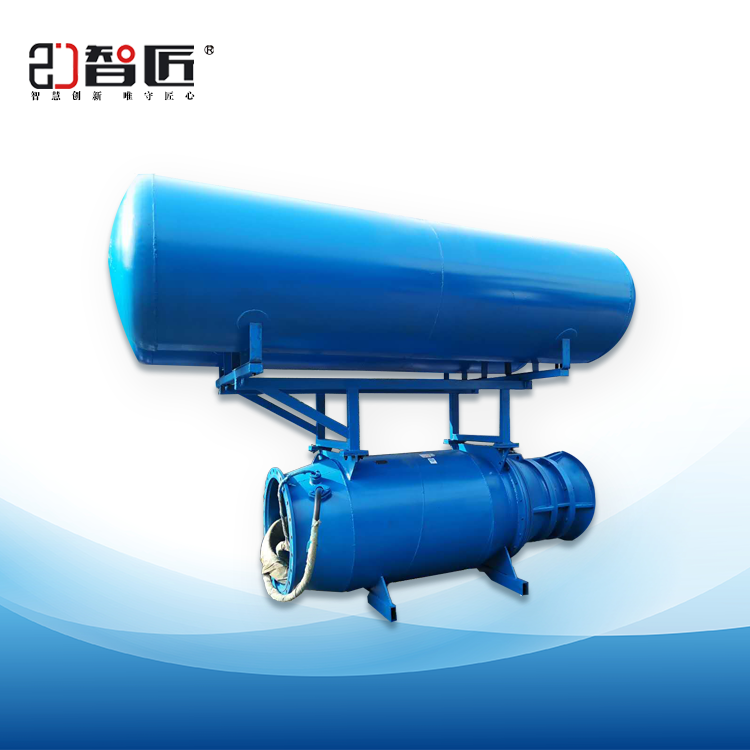
4.Submersible motor, low noise, and environmentally friendly. Non-polluting to the environment. No need for a dedicated pump room; it can operate directly in water. Overall cost is relatively low, offering great value for money.
Applicable Fields:1.Suitable for drainage in coal mines, iron mines, gold mines, non-ferrous metal mines, etc.
2.Emergency rescue and flood control in water-permeable accidents; draining water from flooded mines to restore mining operations
3. Integrated Water Management in Mining Areas
4. Water Supply Company's Water Intake Pump Station
5. Urban High-Spray Landscape Project
6. A critical piece of equipment for mine production drainage, emergency mine recovery, surface dewatering, and water disaster prevention and control.
The above models are for illustrative purposes only; online prices do not represent the actual selling price. Please call for specific pricing.