












Selection and oiling of thermal oil for electrically heated thermal oil furnace:
To select a thermal oil manufacturer, it's practical to choose brands like Great Wall,昆仑, and Mobil for synthetic thermal oils. The boiling point of the thermal oil should exceed the system's high operating temperature. As mixing different brands of thermal oil is strictly prohibited, it's advisable to consider ease of procurement or purchase extra as backup. After the installation and inspection of the entire heating system are completed, perform system oiling. Add the thermal oil through the filling port of the expansion chamber, opening all valves in the system (except the oil drain valve) during the process. Then, slowly inject the thermal oil into the system through the expansion chamber. Stop adding oil when the liquid level shows about half the height of the expansion chamber. After oiling, cover the filling cap, connect the overflow pipe, and carefully check the operation of all valves in the pipeline, ensuring there is no leakage or oil seepage in the system.

The electrically heated thermal oil boiler should be installed horizontally and stably in a location that is convenient for monitoring, operation, and maintenance. Sufficient space should be provided to facilitate the repair and disassembly of the main heater. It is recommended to install valves suitable for the operating conditions at the main inlet and outlet pipe connections (usually included with the factory, if not, they need to be purchased separately). Before installation, thoroughly clean the main unit, auxiliary units, accessories, and all internal pipe cavities, removing all internal water accumulation and foreign objects.

Preventive and corrective measures for common hazards in electrically heated thermal oil furnaces:
1. Prevention of potential hazards caused by the decline in thermal oil quality: Early deterioration of thermal oil quality due to poor operation and management of production processes is one of the common issues in electrically heated thermal oil furnaces. Some thermal oils degrade severely in performance after just one or two years of use. Long-term use of low-quality thermal oil leads to a continuous increase in carbon accumulation on the heating surface tube walls, causing a reduction in the internal diameter of the tubes and a consequent decrease in thermal oil flow. This gradually increases the resistance of the circulating pump, leading to a sustained decrease in heat transfer efficiency. Ultimately, this can result in coking, blockage, and severe accidents such as overburning, deformation, and tube explosion.
One cause of thermal oil quality degradation is local overheating leading to thermal cracking, and the other is oxidation of the thermal oil. When thermal oil exceeds its specified high operating temperature, it can locally overheat, causing thermal decomposition and condensation, resulting in the precipitation of residual carbon, a decrease in flash point, a darker color, reduced viscosity, and decreased heat transfer efficiency, leading to coking and aging. When thermal oil comes into contact with oxygen in the air, it undergoes oxidation reactions, forming organic acids and condensing into a paste, which increases viscosity, not only reducing the service life of the medium but also causing acidic corrosion of the system. Currently, domestic thermal oil manufacturers have different quality standards, and the quality of the thermal oil produced varies significantly. For thermal oil in use, the "Technical Supervision Regulations for the Safety of Organic Heat Carriers" stipulates that the kinematic viscosity, flash point, residual carbon, and acid value should be tested at least once a year.
2. Potential Issues with Automatic Control System Failure: Currently, the domestic process of electric heating oil heaters uses programmable logic controllers (PLCs) as the core control for the thermal oil control system. Under the working pressure of the circulating pump, the thermal oil, at a certain temperature, enters the heater from the inlet, where it is heated in the heating chamber, gradually increasing its temperature, and then exits from the outlet. This process allows the thermal oil to reach the required process temperature, thereby further enhancing the degree of equipment automation.
In the control system, thermal oil is pumped throughout the system by a gear pump. When the pre-set magnetic float level controller reaches the liquid level, the gear pump automatically shuts off. At this point, the circulation pump and electrical heater are activated to start heating. Once the outlet oil temperature reaches the set value, the oil enters the user system for circulation. After being used by the equipment, the oil returns to the unit for reheating, continuing the cycle. This is the working state of the thermal oil.
These automatic control systems are the effective barriers ensuring the safe operation of electrically heated thermal oil boilers, yet it is often these barriers that fail in practice due to a lack of safety awareness or economic reasons.
3. Potential Issues with Air and Moisture Ingress: During the process of refueling, oil replacement, and maintenance of an electrically heated thermal oil furnace, air and moisture are prone to enter easily. During the heating process, these air expands and moisture evaporates, with the volume change far exceeding the thermal expansion of the thermal oil itself. At zero relative pressure, water vapor expands approximately 1600 times its original volume, and air expands about 5 times when heated to 270°C. If these air and moisture are not promptly discharged, they will inevitably lead to an increase in operating pressure, posing a severe threat to system safety. Therefore, it is essential to strictly control moisture and other components in the thermal oil. During the heating startup process, the exhaust valve should be repeatedly opened to exhaust air, water, and mixed steam with the thermal oil from the system, and attention should be paid to controlling the rate of thermal oil temperature rise.
4. Potential leakage hazards between pipe flanges or valves: The connection points of pipe flanges or valves are prone to leakage in the thermal oil system, especially since thermal oil is easily permeable and flammable, with a stronger adhesion to insulating materials made from porous materials. If leakage occurs in the thermal oil and is not detected promptly, it can easily lead to a fire. Therefore, it is essential to regularly inspect the integrity of the flange and valve connections and replace them promptly if any damage is found. Throughout the shutdown to operational process of the thermal oil furnace, due to significant temperature changes, flanges tend to loosen and leakage is common, which should be taken seriously. All sealing components in the pipeline system should be selected from flexible and metal-wound products with good sealing and flame-retardant properties, avoiding those containing rubber components. Insulating materials should be made from materials with low porosity and resistance to organic heat carriers to prevent the insulating layer from catching fire in case of leakage of the organic heat carrier.
5.隐患 of carbonization on electric heating rod: When using an electric heating rod to heat thermal oil, the surface of the heating rod will quickly carbonize, ultimately leading to the destruction of the heating rod and the discard of the thermal oil. The severe carbon accumulation can be analyzed through heat transfer calculations:
For a 220V 4kW electric heating rod with a surface area of 0.125㎡, the thermal conductivity coefficient K is 67-114 W/℃·㎡ under natural convection, taking the higher value K=114 W/℃·㎡. According to the formula Q=KF△t, to transfer 4kW of heat to the heat-conducting oil, the temperature difference between the rod surface and the oil must be greater than 275℃. When the average temperature of the heat-conducting oil is 300℃, the rod surface temperature must reach 575℃. However, for a heat-conducting oil with an allowable maximum temperature of 340℃, the allowable film temperature in the heating furnace tube (equivalent to the rod surface temperature) must not exceed 370℃. Now, the heat-conducting oil is in contact with a rod surface at 575℃, leading to severe coking and carbonization is certain, and the lifespan of the heat-conducting oil will be very short.
To prevent severe carbon buildup on the surface of the electric heating rod, the method is to increase the surface area of the rod, keeping the surface heat load within an appropriate range. By calculating, the two 2kW resistors in parallel in a 4kW electric heating rod are reconnected in series, with a terminal voltage of 220V, the total power of the resistors is 1kW. The surface area of the electric heating rod remains at 0.125m², and the required temperature difference for heat transfer is 69°C. Similarly, when the average oil temperature is 300°C, the surface temperature of the electric heating rod should be 369°C to transfer 1kW of heat to the conductive oil. 369°C is close to the allowable film temperature of 370°C for the conductive oil, which may alleviate coking issues. A good solution is to design and manufacture an electric heating rod with a surface area that keeps the rod surface temperature below the allowable liquid film temperature of the conductive oil.

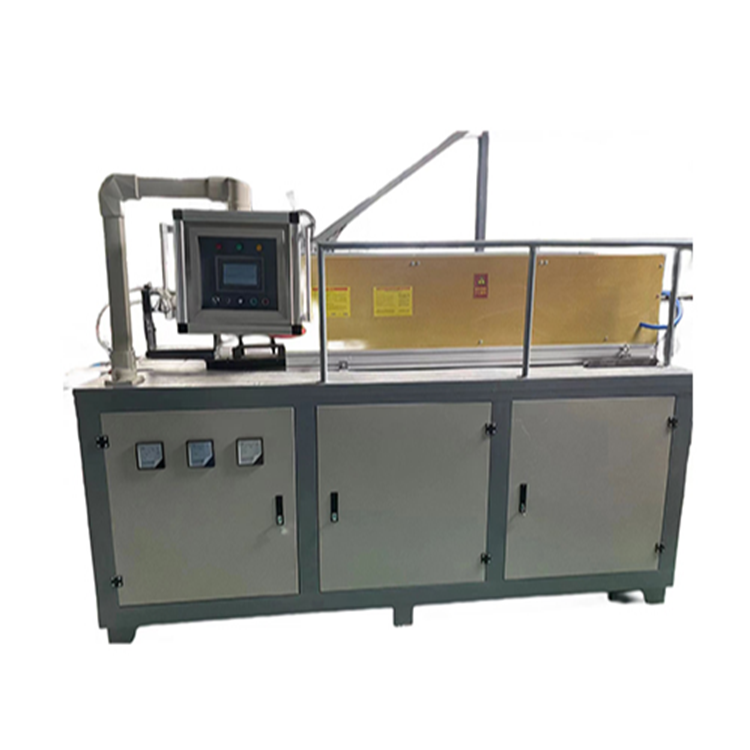
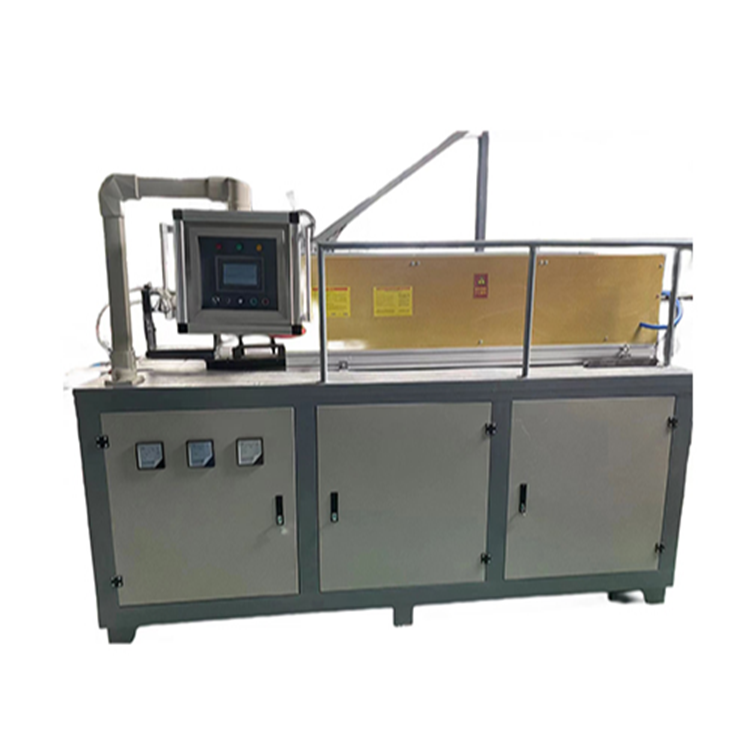
A thermal oil heating unit is a new type of environmentally friendly heat conversion device. Electrical energy is used as the energy source, converting electrical energy into heat through electric heating elements; an organic heat carrier (thermal oil) serves as the heat transfer medium, which is circulated through the system by a high-temperature oil pump. It operates under forced circulation to achieve continuous heat supply for equipment requiring a steady heat source; it also meets the process temperature and high-precision temperature control requirements set during the production process.
The electric heating thermal oil furnace system consists of an explosion-proof electric heater, an organic heat carrier furnace, a heat exchanger (optional), a control cabinet, thermal oil pump, expansion tank, etc., forming an integrated unit. The user only needs to connect the power supply and medium. The outlet pipes and some electrical interfaces are suitable for heating oil furnaces (also known as thermal oil heaters, oil heaters, electric heating and thermal oil furnaces). The electric heater is directly inserted into the organic carrier (thermal oil) for direct heating.
Recirculating pump, forces the heat transfer oil to circulate in the liquid phase, transferring heat to one or more heating devices. After the heating devices unload, the oil is recirculated back through the pump to the heater, absorbing heat and transferring it, thereby achieving continuous heat transfer and increasing the temperature of the heated object to meet the heating process requirements. The heat transfer oil heater is equipped with a digital temperature controller to regulate temperature, featuring over-temperature, low oil level, and over-pressure alarms. It is used in industries such as chemicals, petroleum, machinery, dyeing and printing, food, shipping, textiles, and film industries as an energy-saving heating device.
Electric heating and heat transfer oil furnaces are a new type of environmentally friendly thermal energy conversion equipment. The working principle is: utilizing electrical energy as power, converting electrical energy into heat energy through electric heating elements; using organic heat carriers (heat transfer oil) as the heat transfer medium, the heat transfer oil is forcibly circulated in the system by a high-temperature oil pump, repeatedly heated, to achieve the purpose of continuously obtaining the required heat.
Energy for equipment requiring heat; and capable of meeting the process temperature and high-precision temperature control requirements set during production. Typically, a thermal oil heating furnace consists of the main unit (heater, high-temperature oil pump, and filter), high-oil tank, control cabinet, and piping, etc., forming a complete set of equipment and heating system that creates a forced liquid circulation heating system.