











Basic Principle:Achieving desalination and separation of material concentration through a nano-scale charged separation layer on the membrane surface, which can reduce product ash or other impurities, enhancing product quality; compared to traditional salt precipitation methods, it offers significant technical and economic advantages. Additionally, it can separate materials from moisture, thereby increasing product concentration, providing a substantial economic advantage over traditional evaporation equipment (multiple-effect evaporation).
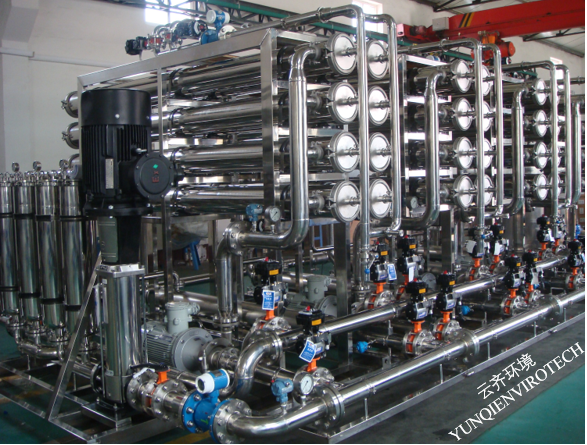
Nanofiltration membrane equipment features:
Suitable for separating high-salinity mixed salts.
Features explosion-proof capabilities to meet production environment requirements.
Achieve separation of small molecule substances from water molecules, enhancing product concentration.
The equipment can operate automatically and features multiple protection functions.
Typical Application Fields:
Dye (such as fluorescent whitening agents) desalination, etc.
Separation and desalination of animal and plant extracts
Concentrating and desalinating of chemical products (e.g., contrast agents).
Pureification and separation of mixed salts.