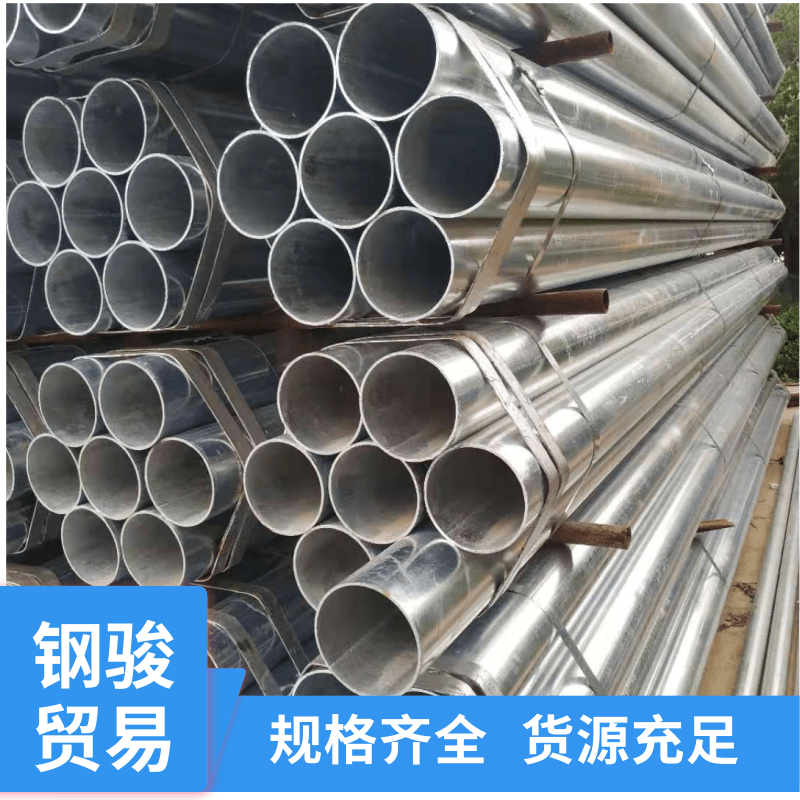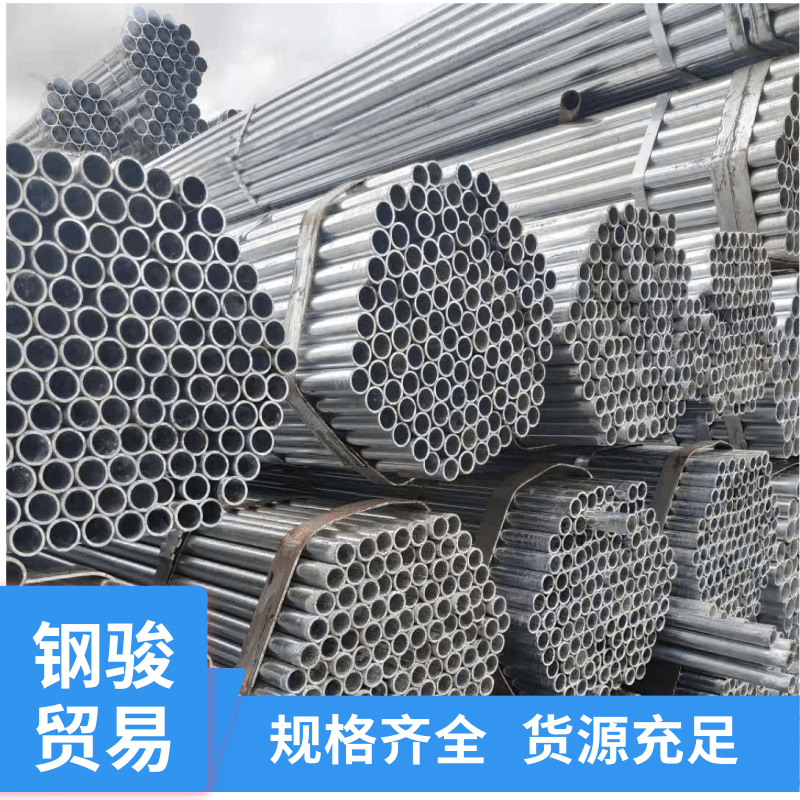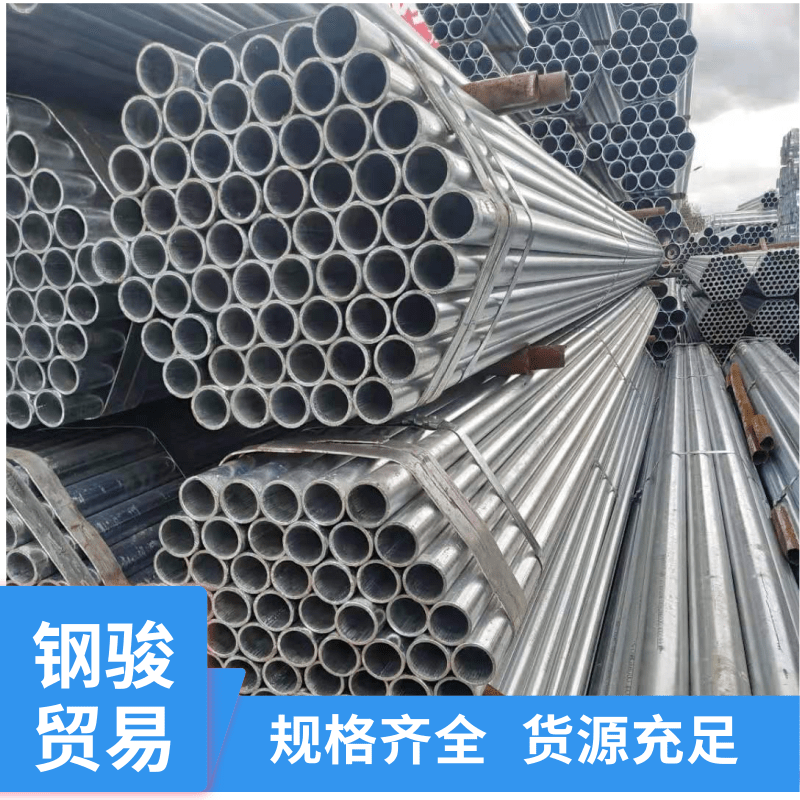

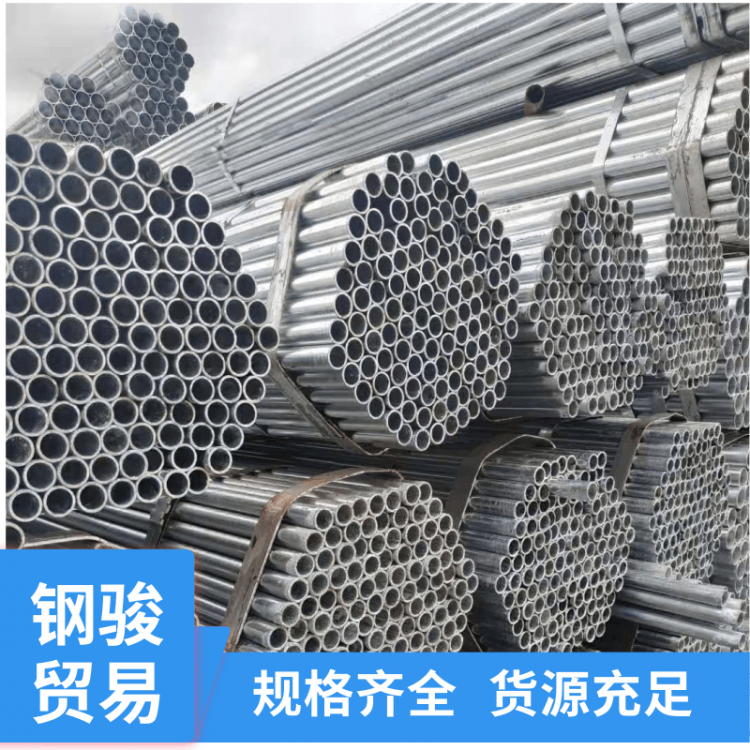
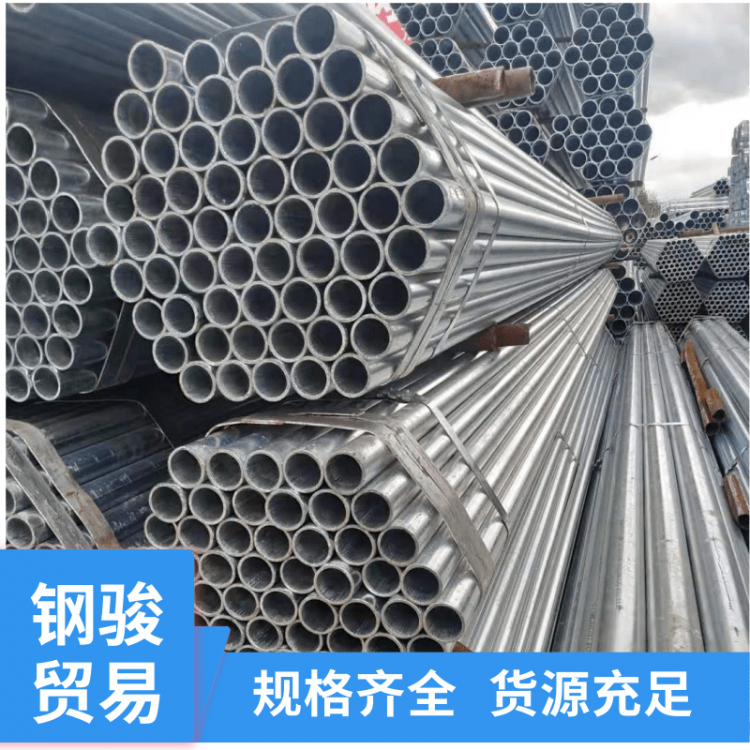












Galvanized pipes, commonly referred to, are also used for gas and heating systems. After a few years of use as water pipes, they accumulate a significant amount of rust and scale inside. The yellow water that flows out not only contaminates fixtures but also carries bacteria from the rough inner walls. Rusting can lead to high levels of heavy metals in the water, posing serious health risks.
Production Steps
a. Round steel preparation; b. Heating; c. Hot rolling piercing; d. Cutting off heads; e. Pickling; f. Grinding; g. Lubrication; h. Cold rolling processing; i. Degreasing; j. Solid solution heat treatment; k. Straightening; l. Tube cutting; m. Pickling; n. Final product inspection.
Technical Requirements
1. Brand and Chemical Composition
The steel grade and chemical composition of galvanized steel pipes should comply with the steel grades and chemical composition specified for black steel pipes in GB/T3092.
2. Manufacturing Method
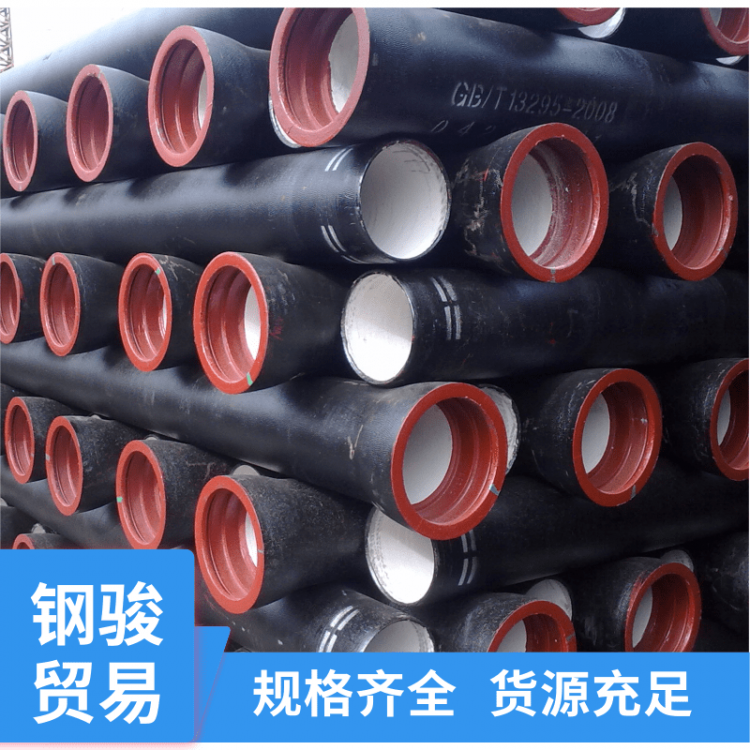
The manufacturing method for black pipes (furnace welding or electric welding) is selected by the manufacturer. Zinc coating is applied using the hot-dip galvanizing method.
3. Threaded fittings and pipe joints
a: Zinc-coated steel pipes with threaded delivery, the threads should be machined after galvanizing. The threads should comply with the requirements of YB 822.
b: Steel pipe fittings shall comply with the requirements of YB 238; ductile cast iron pipe fittings shall conform to the specifications of YB 230.
4. Mechanical Properties: The mechanical properties of the galvanized steel pipe before coating shall comply with the requirements of GB 3092.
5. Zinc Coating Uniformity: Zinc-coated steel pipes should undergo a test for the uniformity of the zinc coating. The steel pipe specimen should not turn red (copper color) after being immersed continuously in copper sulfate solution for 5 times.
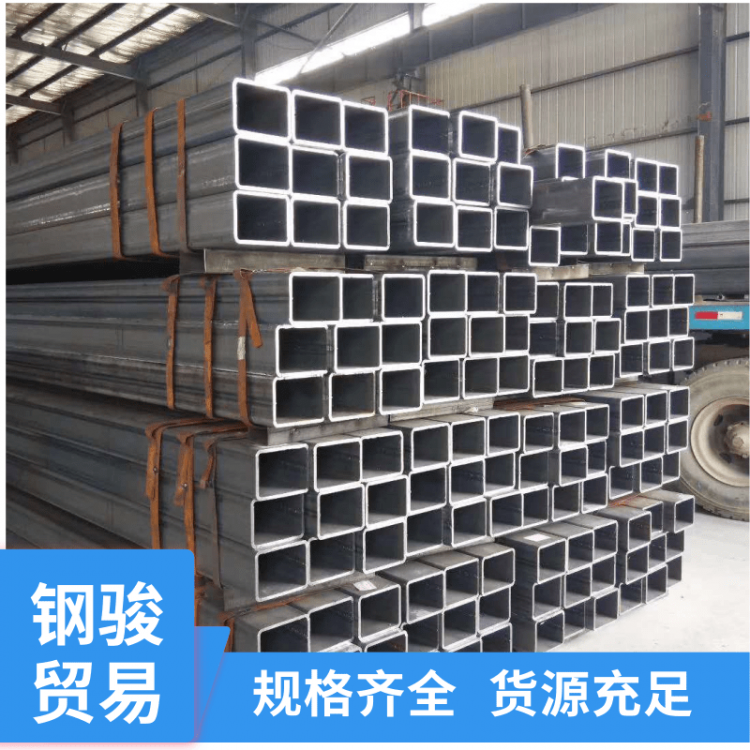
6. Galvanized steel pipes with a nominal diameter not exceeding 50mm shall undergo a cold bending test. The bending angle is 90°, and the bending radius is 8 times the outer diameter. The test should be conducted without any filling material, with the weld joint of the specimen placed on the outer or upper side of the bending direction. After the test, there should be no cracks or zinc coating peeling on the specimen.
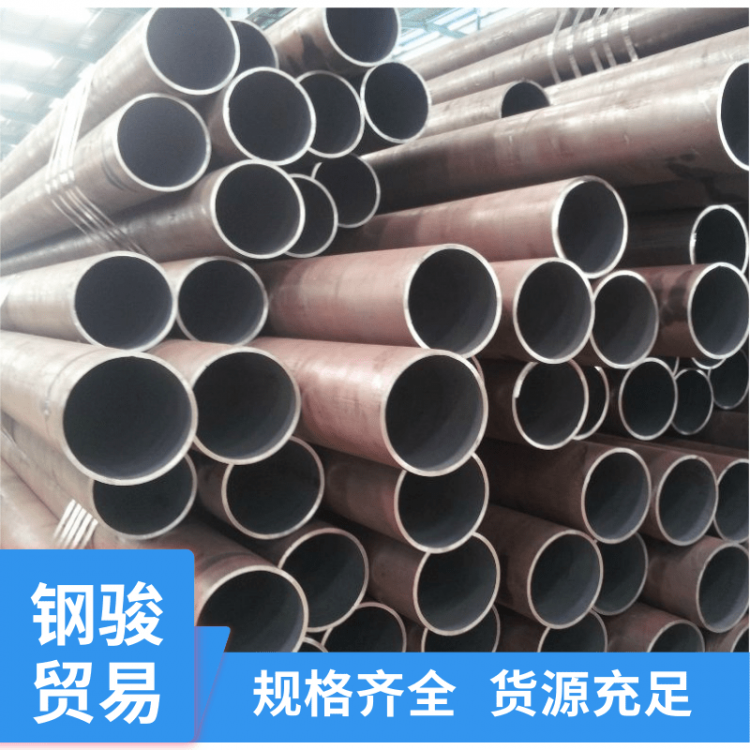
7. Hydrostatic Test - The hydrostatic test should be conducted on black pipes and can also be replaced by eddy current testing. The test pressure or eddy current testing should comply with the dimensions specified in GB 3092. The mechanical properties of steel are important indicators to ensure the final performance (mechanical properties) of the steel.