
























Principle of Electromagnetic Heater
An electromagnetic heater is a device that converts electrical energy into thermal energy using the principle of electromagnetic induction. The electromagnetic heater controller converts 220V, 50/60Hz AC power into DC power, which is then converted into high-frequency, high-voltage DC power at 20-40kHz, or 380V, 50/60Hz three-phase AC power is converted into DC power, and then into high-frequency, low-voltage, high-current DC power at 10-30kHz, used for heating industrial products. The electromagnetic heating coil: high-speed changing high-frequency high-voltage current passing through the coil generates a high-speed changing alternating magnetic field. When an iron-containing container is placed on top, the container surface has a cutting alternating magnetic field, and alternating current (eddy current) is produced in the metallic part at the bottom of the container. The eddy current causes the charged particles at the bottom of the container to move randomly at high speed, colliding and frictional, producing thermal energy. This achieves the effect of heating the item. It is a heating method that converts electrical energy into magnetic energy, causing the heated steel surface to produce induced eddy currents. This method fundamentally solves the problem of low thermal efficiency in heating elements, heating coils, etc., which are resistive and heated by heat conduction.

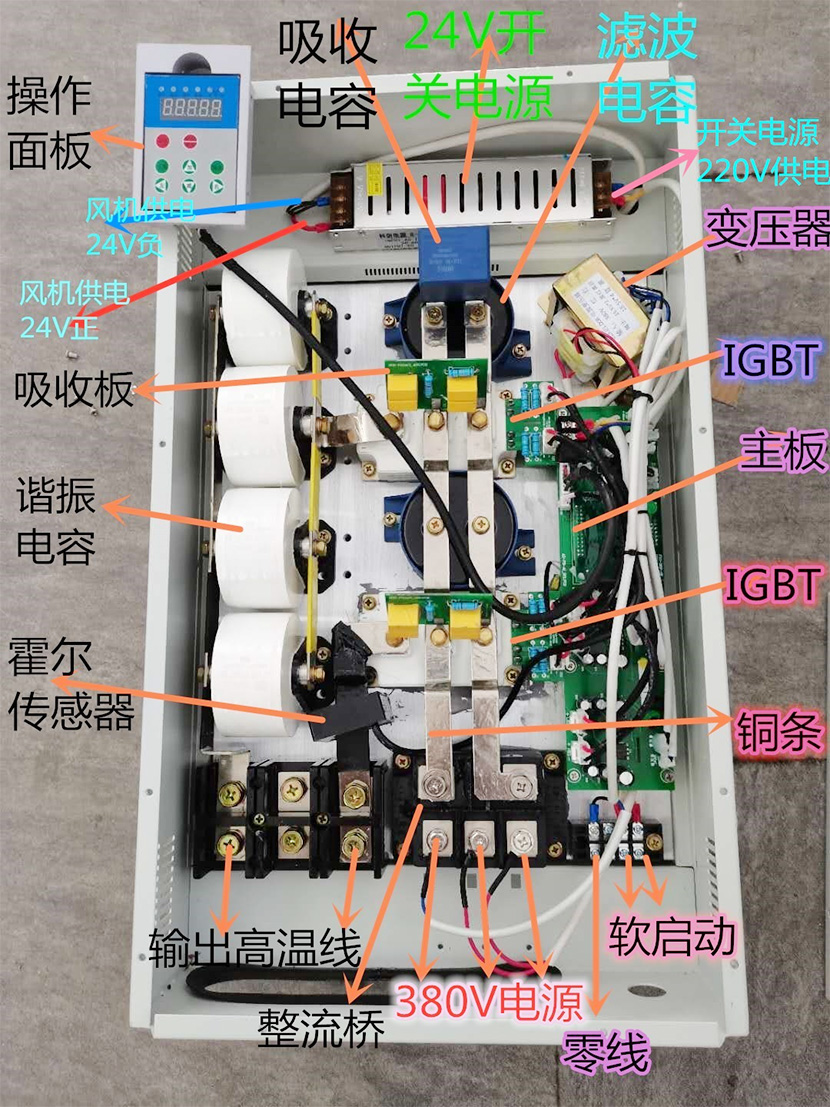
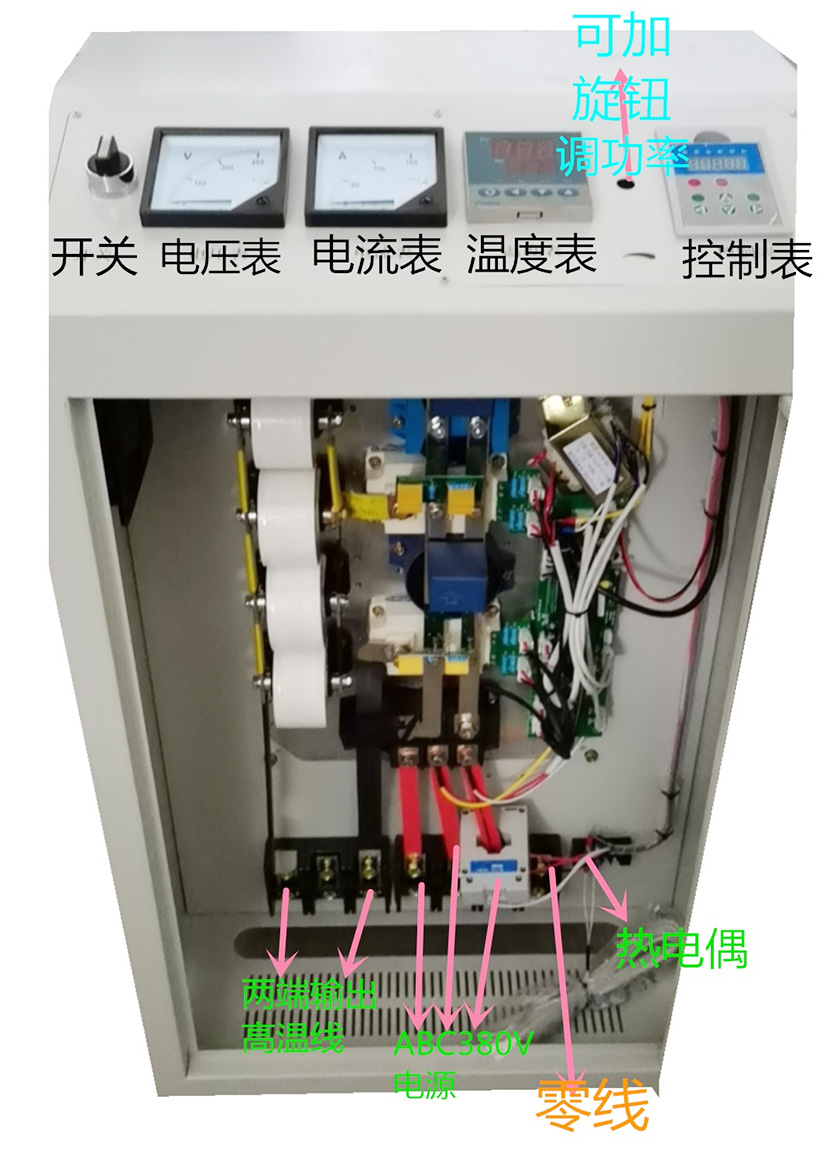
Two: Structure of the electromagnetic heater

Step 3: Installation Procedure for the Electromagnetic Heater
Step 1: Wrap the extruder barrel with insulating cotton. The wrapped insulating cotton reduces heat loss, enhancing thermal efficiency and speeding up heating while saving energy. The thickness of the insulating cotton is specified: for low-power models, 1.5cm is ideal, while for high-power models, a thickness of 2-2.5cm is recommended (after wrapping; 10KW and above are considered high-power). Winding method: For longer heating cylinders, use the grouping winding method, where several turns are placed close together, spaced a few centimeters apart, and evenly wrapped in multiple groups. For shorter cylinders, a single-layer winding method is used. (Spring winding is typically used for small heating elements with high power density, and hot oil is often used with this method.)
Step 2: After wrapping with thermal insulation, secure it externally with high-temperature straps. The use of high-temperature straps to secure the insulation is to keep it in place, facilitating wrapping around the electromagnetic heating coil.
Step 3: Wrap around the electromagnetic heating coil. The length of the wire wrap varies depending on the power level. The specific wire length requires multiple combinations with a uniform wrapping direction. The spacing between each coil group must be greater than about 10 centimeters to avoid interference between multiple machines.
Step 4: Connect the two terminals of the electromagnetic heating coil wrapped around the material cylinder to the output terminals L1, L2, or marked as OUT1, OUT2 of the electromagnetic heater. Connect to U, V, W, or marked as R, S, T. Connect to a three-phase 380V power supply, N for neutral wire, no connection if not provided. Do not interconnect the soft switch wire, power supply wire, and electromagnetic coil wire, or connect them to the housing.
Step 5: Power-on Debugging. Measure the incoming current (A) corresponding to the power working current. The operating frequency should be within the range, typically between 9-13KHZ. Higher frequency corresponds to higher current; increase the number of coil turns, vice versa. Inductance is just one of the applied parameters; the specific operating frequency and current must be measured, and the coil turns adjusted to match the power. For high heating temperature requirements, reduce the inductance appropriately. The operating frequency should be between 11-28KHz, maintaining a frequency of no less than 11KHz when heating to the desired high temperature (as the workpiece temperature increases, the equivalent series resistance R increases, and the resonant frequency of RLC decreases; similarly, an increase in R with a constant bus voltage results in a normal decrease in current).
Four: Advantages of the Electromagnetic Heating Mainboard
Industrial-grade DSP Digital Processor: Fast processing speed, real-time monitoring cycle by cycle, and quick response to 30 protection measures.
2: Mobile Remote Flashing Program/Configuration Parameters: Smart Cloud Technology, Zero Distance in Supply and Demand Relationship
3: Central Control Technology: Supports parallel connection of multiple cores at the same level, with adjacent coils close without interference and no low-frequency noise. Resolves interference issues in coil winding of various equipment.
4: Automatic Load Scanning: Capable of statically or dynamically scanning the coil load status, it avoids mismatched coil sensitivity, enhances load adaptability, and reduces the difficulty of on-site debugging.
5: Digital Load Match Rate: The load match rate can be directly displayed when starting with low power or not starting, facilitating customer monitoring and adjustment of system operation status, extending product lifespan, and solving insufficient power issues in factory testing.
6: Long-distance heating: Insulation thickness can exceed 5 cm, with high thermal efficiency in high-temperature applications and long coil lifespan.
7: 304 Long-distance Heating: Unique control technology; coils do not overheat; excellent equipment operating parameters.
8: Resonant Capacitor Monitoring: Capacitor status monitoring software that continuously supervises the operational condition of resonant capacitors, ensuring no damage under extreme conditions.
9: AI Intelligent Algorithm: Automatically scans and detects the installation direction of current sensors, and only one output current sensor is required to calculate power. Advantages of the Fit Electric Heating Element
Five: Application Range of Electromagnetic Heaters
1. The plastic and rubber industry, including blow molding machines for plastic, drawing machines, injection molding machines, granulators, extruders for rubber, vulcanizing machines, and cable production extruders, etc.
2. Building materials industry, including: gas pipeline production lines, plastic pipe production lines, PE rigid flat mesh, geotextile mesh units, automatic hollow profile molding machines, PE honeycomb board production lines, single and double wall corrugated pipe extrusion production lines, composite air cushion film units, PVC rigid pipes, core foam tube production lines, PP extruded transparent sheet production lines, extruded polystyrene foam pipes, and PE winding film units.
3. Energy and food industry applications, such as: heating of crude oil pipelines; food machinery, such as: ultra-weighing machines and other electrically heated equipment.
4. High-power commercial induction cooktop core.
5. Drying and heating in printing equipment.
Six: Maintenance of electromagnetic heaters
1. The main unit should be dusted regularly, typically every 2 months. Use a soft-bristled brush or a high-pressure air gun for dusting to ensure good ventilation inside the instrument.
2. If the environment is corrosive gas, it is necessary to spray insulating varnish. Alternatively, use other insulating anti-corrosion materials.
3. Do not attempt to repair or immerse in water while the product is still electrified. Use a fire extinguisher in case of fire! 3. Air temperature must not exceed 50℃.
Seven: Main Application Fields of Electromagnetic Heater Products:
Industrial heating equipment such as plastic machinery injection molding machines, granulators, blowing film machines, wire drawing machines, thermal oil, diffusion pumps, boilers, etc., in electromagnetic heating energy-saving transformations; as well as domestic heating products like electromagnetic water heaters, electromagnetic water bottles, induction cooktops, wall-mounted boilers, and other electromagnetic heating appliances.


























