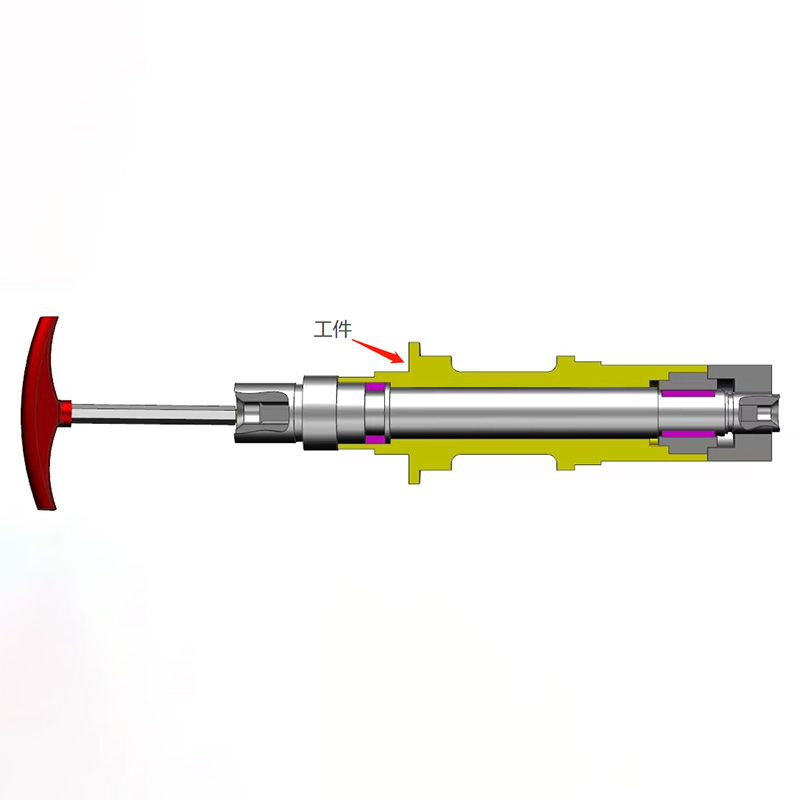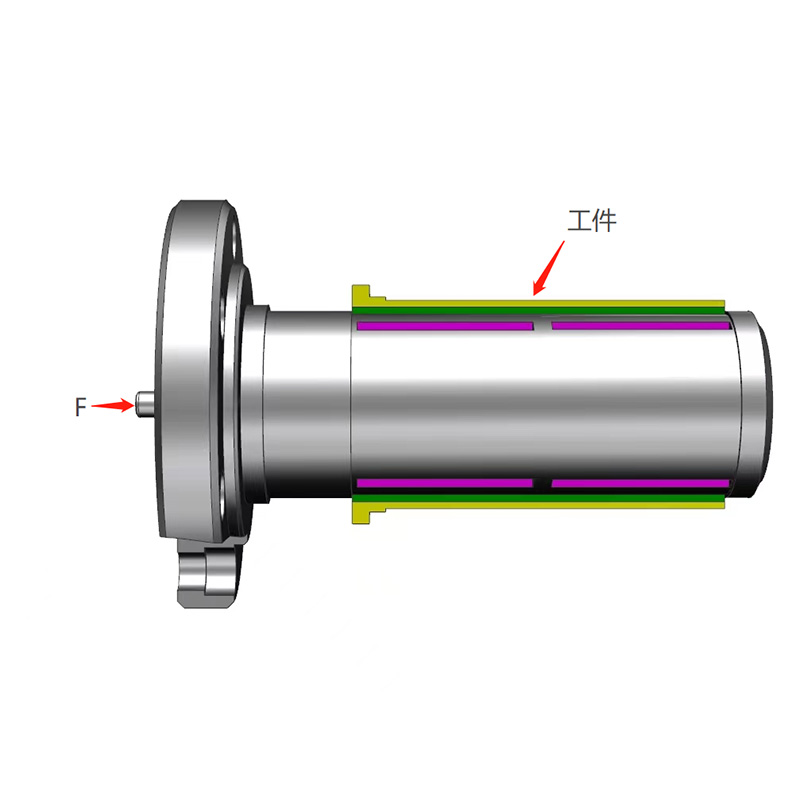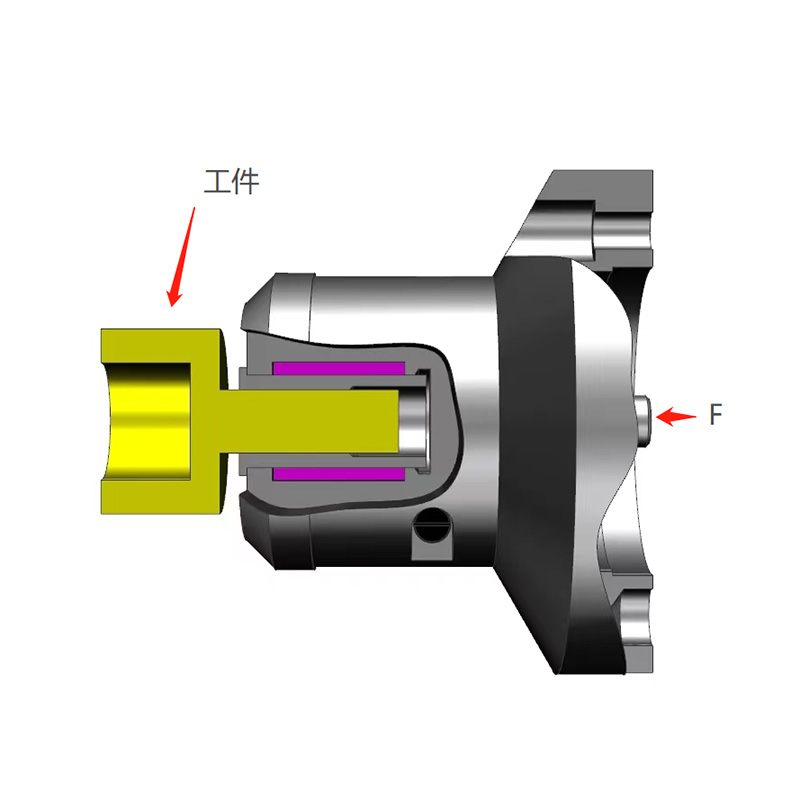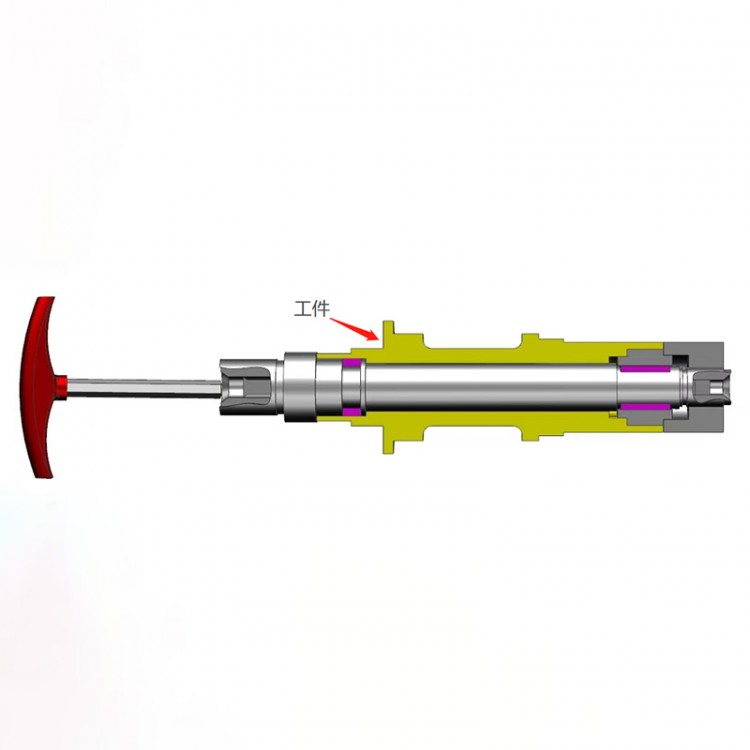
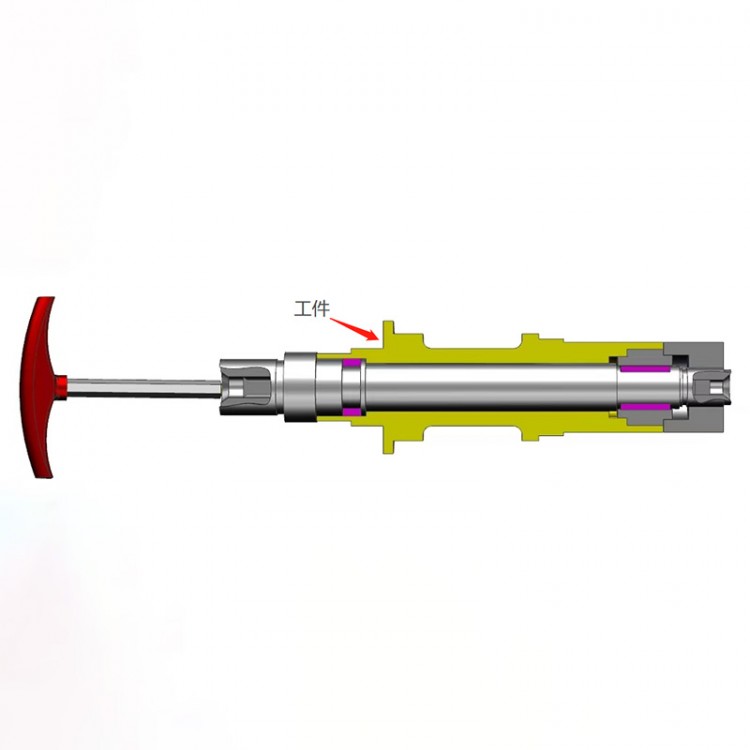















Section 1: Principle of Liquid Expansion Clamping Device
The difference from conventional liquid expansion fixtures lies in the use of static pressure expansion technology. After applying pressure to the fixture, the hydraulic medium generates high pressure under the action of the pressure mechanism, forcing the deforming element to uniformly deform elastically over the entire clamping range in a 360° circumferential direction, thus achieving tightness on the locating holes/shafts of the workpiece.
Section 2: Features of Liquid Expansion Clamps
1. The fixture is filled with a liquid medium internally.
2. The working surface of the fixture is elastic deformation
3. Perform circular clamping on the workpiece, ensuring even pressure without deformation.
4. High holding force, up to 100 MPa
5. Low workpiece deformation, high processing accuracy, and fixture dynamic accuracy less than 0.003MM.
6. Fast workpiece clamping and disassembly, high work efficiency.
7. Customized according to equipment and workpieces, with strong adaptability.
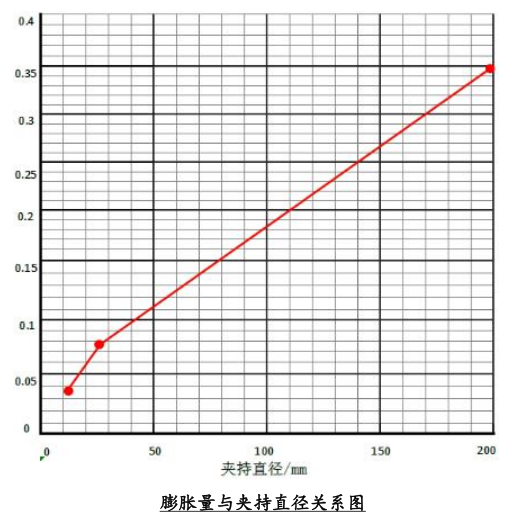
8. The expansion amount is 0.3% of the clamping diameter.
9. Utilizing accessories such as taper springs and spline springs, processing of various size specifications of workpieces can be achieved.
10. Achieve rapid changeover of workpieces and fixtures
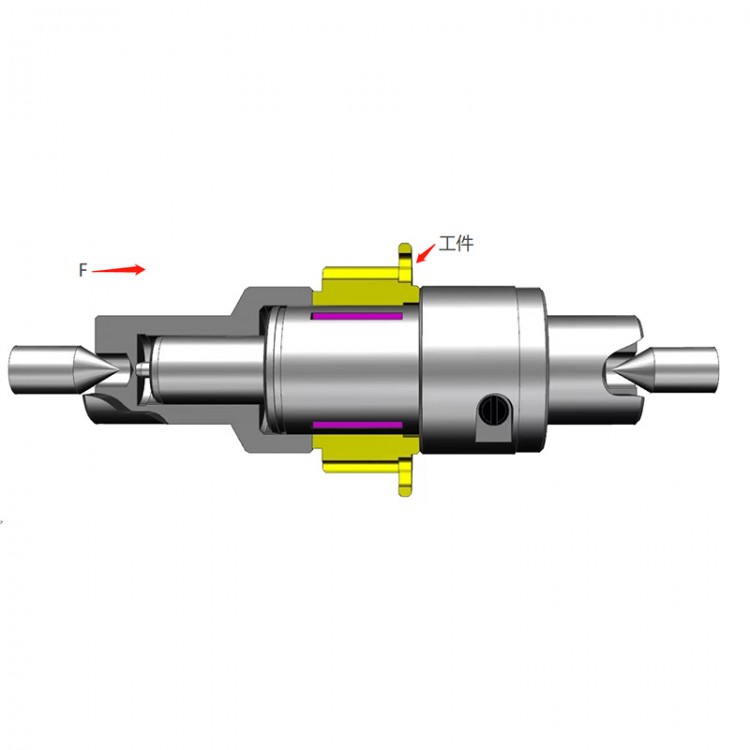
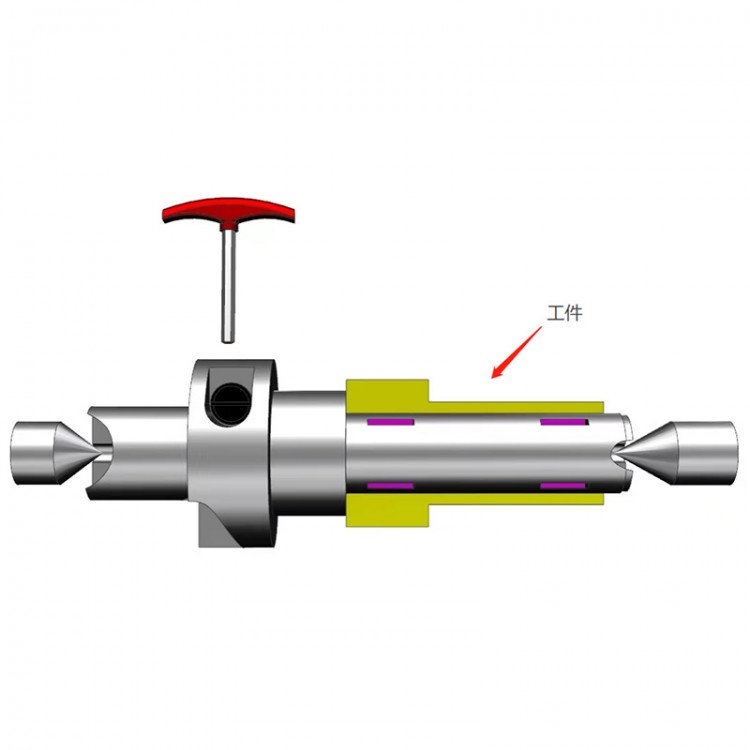
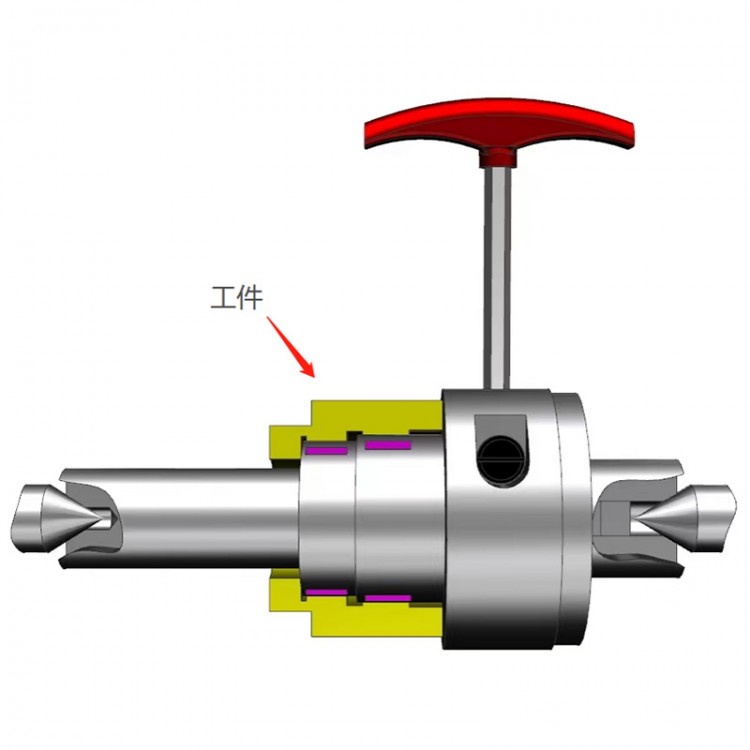
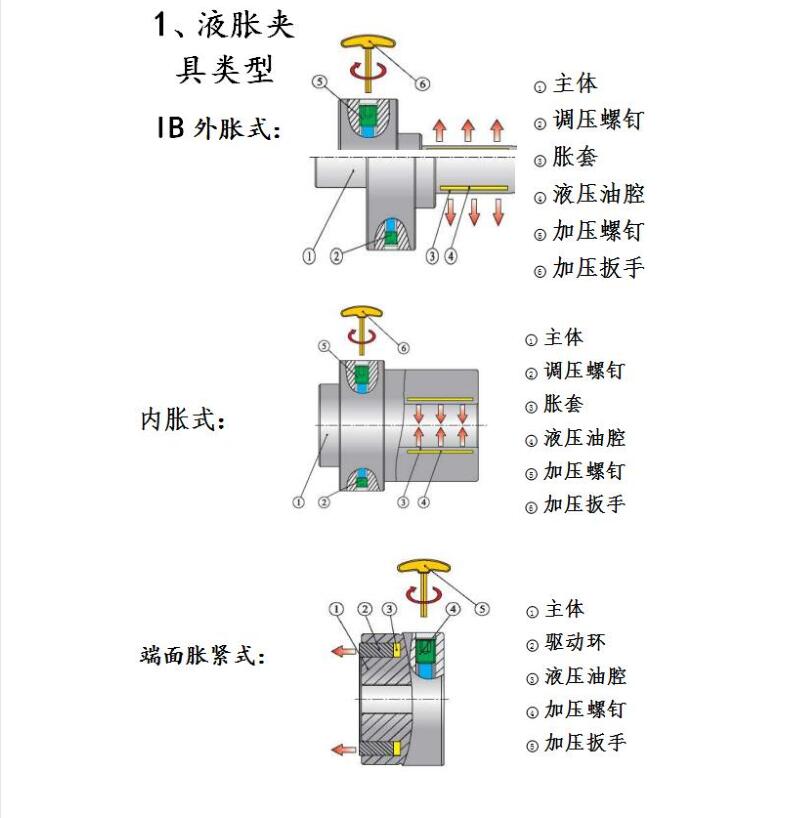
Section 3: Structure and Types of Liquid Expansion Clamps
CNC Lathe Applications



Section 4: Technical Parameters of Liquid Expansion Clamps
Scope of Application
The maximum allowable expansion of the hydraulic胀胀clamp is not greater than 3% of the clamping diameter; generally, good clamping accuracy and service life can be achieved when the dimension tolerance of the clamped workpiece section is H7 or higher.
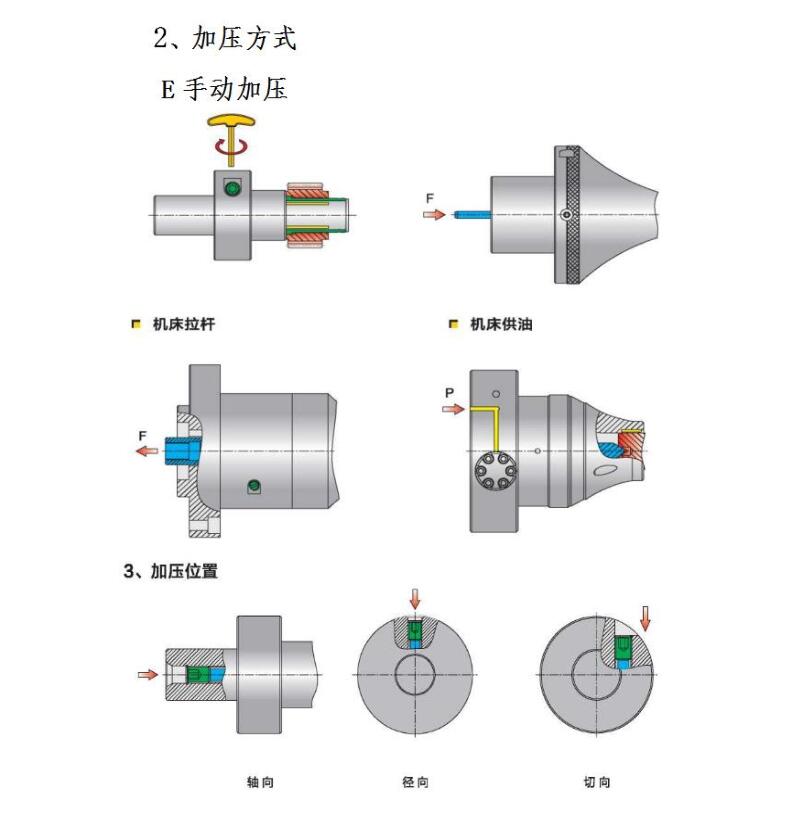
2. Pressure Control
Manual pressure liquid expansion clamps are strongly recommended to use a torque wrench and apply pressure according to the recommended torque values; for machine tool automatic pressure liquid expansion clamps, pressure should also be applied according to the recommended machine tool thrust, tension, or hydraulic cylinder oil pressure.
3. Precision Inspection
Jig precision should be measured against standard parts, and the accuracy should comply with the technical agreements between both parties.
4. Pressure Testing
The fixture failed to clamp standard parts within the recommended pressure range, indicating a failure of the liquid expansion fixture to clamp. Please contact the company's technician.
V. Caution for Using Liquid Expansion Clamps
① Pay attention to not over-inflate the liquid expansion fixture when there are no workpieces or standard parts being held.
Apply anti-rust grease evenly and regularly; note that the anti-rust period is three years. Especially, do not forget the anti-rust treatment before and after use.
Upon completion or during routine use, ensure comprehensive dust protection to prevent any impact on subsequent use.
④Suggested packaging in wooden crates and stored in a dry, spacious area.