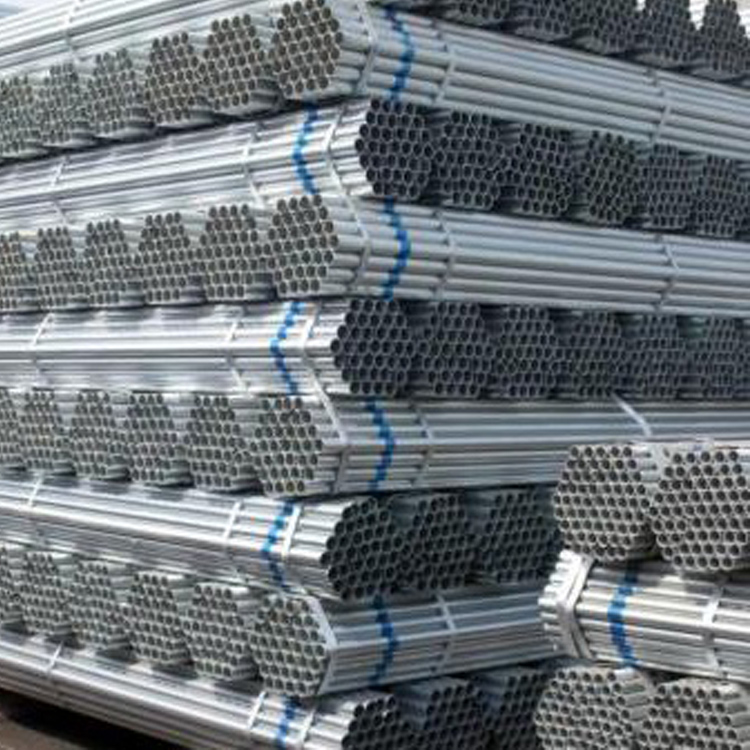
Galvanized steel pipes, also known as galvanized钢管. They are divided into hot-dipped galvanized pipes and electro-galvanized pipes. Electro-galvanized pipes are also called cold-dipped galvanized pipes, featuring lower cost and a thinner zinc coating that simply adheres to the steel pipe substrate, making it prone to peeling. Their corrosion resistance is significantly worse than that of hot-dipped galvanized pipes, hence their poor corrosion resistance. Cold-dipped galvanized steel pipes are prohibited for use as water supply pipes in new residential buildings. Therefore, the galvanized pipes available on the market are predominantly hot-dipped galvanized pipes.
Hot-dip galvanized pipes feature thick zinc coating, even distribution, strong adhesion, and long service life. The steel base of hot-dip galvanized pipes undergoes complex physical and chemical reactions with the molten zinc bath, forming a tightly structured, corrosion-resistant zinc-iron alloy layer. This alloy layer merges with the pure zinc layer and the steel base, resulting in excellent corrosion resistance. The production process used for galvanizing is the hot-dip galvanizing method.
Old houses mostly use galvanized pipes, and the iron pipes used for gas and heating systems are also galvanized. Currently, galvanized pipes are more commonly used in fire protection engineering, electrical engineering, and building structures.
Technical requirements for galvanized pipes:
The steel grade and chemical composition of galvanized steel pipes shall comply with the specifications for black pipe steel grade and chemical composition as stipulated in GB 3091.
2. Galvanized Layer Uniformity Test. The galvanized steel pipes should undergo a test for the uniformity of the galvanized layer.
3. Bend and Flatten Tests. Galvanized steel pipes with a nominal diameter not exceeding 50mm should undergo cold bend testing. The bend angle should be 90°, with the bend radius being 8 times the outer diameter. The test should be conducted without filling, and the weld area of the specimen should be placed on the外侧 or upper side of the bending direction. After the test, there should be no cracks or zinc coating peeling on the specimen. Galvanized steel pipes with a nominal diameter greater than 50mm should undergo cold flattening testing.
4. Surface Quality: Galvanized steel pipes should have a complete galvanized coating, with no black spots or bubbles left uncoated. Small rough surfaces and localized zinc nodules are permissible.
5. Zinc Coating Weight: According to the buyer's requirements, zinc-coated steel pipes can be tested for zinc layer weight, with an average value not less than 500g/square meter, and no sample should be less than 480g/square meter.
Galvanized steel pipes are welded steel pipes with a surface coating of hot-dipped or electro-galvanized zinc. They can be divided into cold galvanized pipes and hot-dipped galvanized pipes. Hot-dipped galvanized pipes are widely used in the manufacturing industries, including construction, machinery, coal mines, chemical industry, railway vehicles, automotive industry, highways, bridges, containers, sports facilities, agricultural machinery, oil machinery, and prospecting machinery.