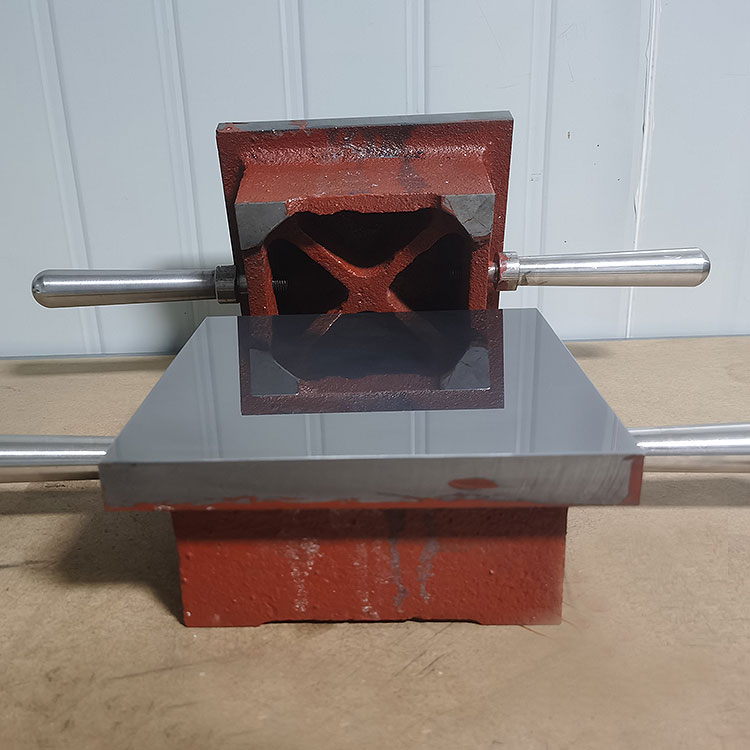


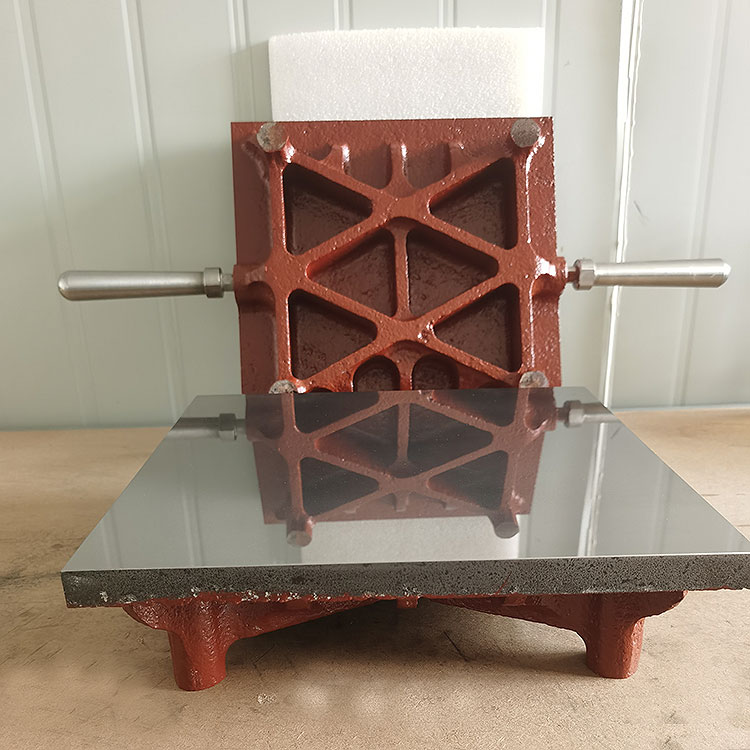

The off-center check gauge is cast from pig iron, with the rough casting subjected to two tempering (aging) processes to eliminate over 90% of the stress, preventing deformation and exceeding the specified precision error during use. After being processed by a gantry planer and guide rail grinder, the casting is manually scraped to meet national precision standards. The tailstock guide rail slot box and guide rail seat are then ground and scraped to ensure straightness ≤0.005, vertical precision ≤0.003, and parallel precision ≤0.01. The tips used in the off-center gauge are conical Morse No. 2 or No. 6 tips.