












| grade | GB | AWS | Product Name |
|---|---|---|---|
| Al109 [Aluminum 109] | E1100 | E1100 | Pure aluminum welding strip |
| Al209 [Aluminum 209] | E4043 | E4043 | Aluminum silicon welding rod |
| Al309 [Aluminum 309] | E3003 | E3003 | Aluminum manganese welding rod |
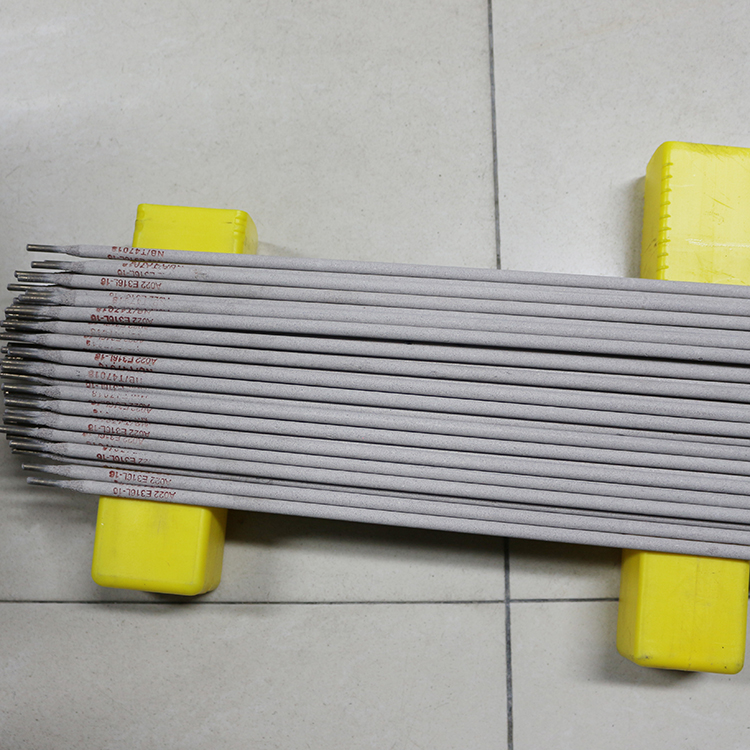
| Straight welding wire (mm) | Φ1.6mm, Φ2.0mm, Φ2.5mm, Φ3.0mm, Φ4.0mm, Φ5.0mm, Φ6.0mm |
Aluminum and aluminum alloy welding rods are difficult to operate due to the adjustment of arc heat, and require high proficiency from welders. Generally, it is only used in situations where there is no argon arc welding or gas welding, or where it is difficult to insert argon arc welding or gas welding torque, and when the plate thickness is greater than 2 millimeters.
Mainly used for welding and repairing pure aluminum, aluminum manganese, and cast aluminum. Pure aluminum welding strips are mainly used for welding aluminum and aluminum alloys with low requirements for joint performance. The weld seam of aluminum silicon welding rod has high thermal cracking resistance. Aluminum manganese welding rods have good corrosion resistance.
When arc welding aluminum and its alloys, metal oxidation, element burnout, as well as defects such as porosity and cracks often occur. To avoid the occurrence of defects, the following precautions should be taken during welding:
1. Due to the fact that the coating of welding rods is mainly composed of chloride and fluoride salts of alkali metals and alkaline earth metals, the arc stability is poor, the spatter is large, and it absorbs moisture. Before use, it should be tested for 150 degrees Celsius? Bake for 1-2 hours at around C. When not in use, it is also required to store in a dry and sealed container to prevent moisture, rust, and deterioration of the coating.
2. If the plate thickness is less than 6 millimeters, no groove is required. For 6-12 millimeters, a V-shaped groove is required. For plates thicker than 12 millimeters, an X-shaped groove is required with an angle of 70 degrees. Before welding, the groove should be cleaned chemically or mechanically.
Aluminum has low strength at high temperatures, making it easy for the metal to settle during welding. To ensure penetration without collapsing, a backing plate should be used to support the molten metal during welding. The pad can be made of graphite, stainless steel, carbon steel, etc. Open a circular groove on the surface of the pad to ensure the formation of the weld on the opposite side.
4. Use a DC power source for welding, with the welding rod connected to the positive electrode. Can it be heated to 200-300 according to the thickness of the welded component? Weld after C. During welding, the welding rod should not swing laterally to improve the welding speed. The welding rod should be perpendicular to the welding surface. The arc should be as short as possible to reduce the chance of air intrusion. Due to the fast melting speed of welding rods, the welding speed is about three times faster than that of steel welding rods. The replacement of welding rods must be carried out quickly.
5. The residue left on the surface of the weld must be washed clean with steam or hot water to prevent corrosion.