













|
grade |
GB |
AWS |
Product Name |
|
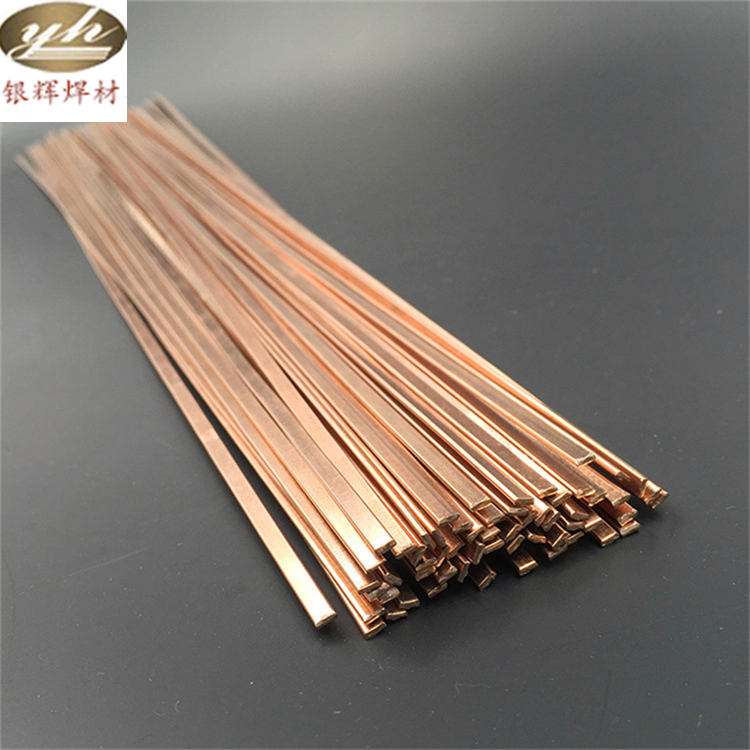
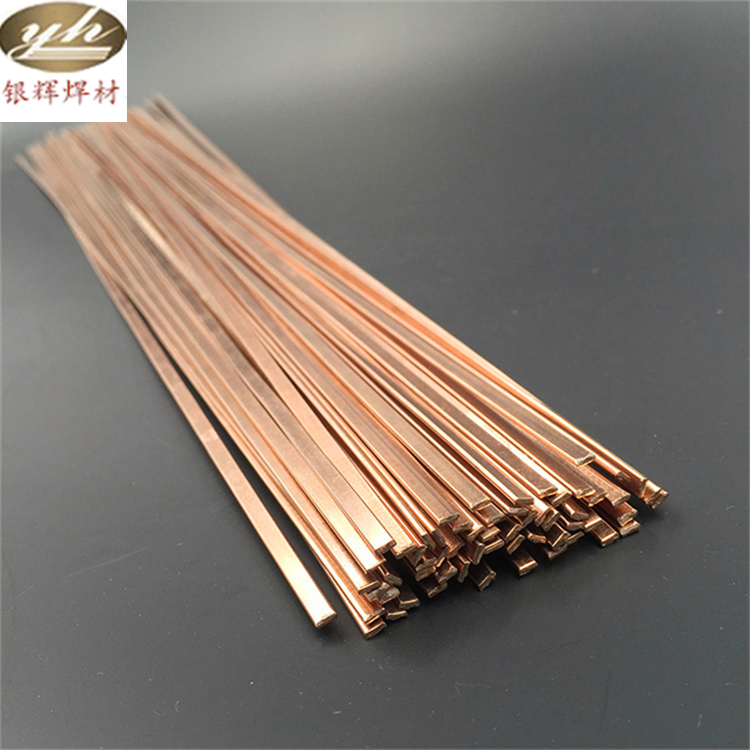
L201 [Material 201] |
BCu93P-A |
BCuP-2 |
High phosphorus copper brazing material |
|
L204 [Material 204] |
BCu80PAg |
BCuP-5 |
copper-silver-phosphorus brazing filler metal |
|
L202 [Material 202] |
- |
BCu94P |
High phosphorus copper brazing material |
|
L203 [Material 203] |
BCu92PSb |
- |
Copper phosphorus antimony brazing material |
|
L210 [Material 210] |
BCu86SnP |
- |
Copper phosphorus tin brazing material |
|
L209 [Material 209] |
BCu91PAg |
BCuP-6 |
copper-silver-phosphorus brazing filler metal |
|
L205 [Material 205] |
BCu89PAg |
BCuP-4 |
Copper phosphorus alloy is a brazing material based on copper phosphorus binary alloy, which has good fluidity and is suitable for resistance brazing, gas flame brazing, high-frequency brazing, and some furnace brazing. This type of brazing material can be used to solder copper and silver without the need for brazing flux, and the brazed joint has good strength and conductivity. Therefore, it has been widely used in recent decades, especially in refrigeration and motor manufacturing. Copper phosphorus binary alloy forms eutectic, with a eutectic composition of P8.25% and a eutectic temperature of about 710 ° C; The eutectic is composed of α+Cu 3P. Cu3P brings brittleness to copper phosphorus brazing materials. Therefore, copper phosphorus brazing material is similar in strength to silver brazing material, but its plasticity is much worse than silver brazing material. Therefore, copper phosphorus brazing material should not be used for joints in impact and vibration working conditions. Copper phosphorus brazing material is suitable for brazing copper and brass, but it is not suitable for brazing black metals. This type of brazing material can effectively wet copper and brass, and diffuse to the edge layer, resulting in less brittleness of the joint than the brazing material itself. However, copper phosphorus brazing materials have poor wetting properties for black metals and form brittle phosphides at the joint, increasing the brittleness of the joint. The phosphorus in the brazing material can reduce copper oxide and silver oxide, acting as a brazing flux. Therefore, when brazing copper and silver with copper phosphorus brazing material, brazing flux is not required. However, when brazing copper alloys, phosphorus cannot fully reduce the oxides formed by copper alloy elements. In order to obtain brazing seams, it should also be used in conjunction with silver brazing flux. The good gap for brazed joints is 0.03-0.075mm. Most brazing materials can only achieve satisfactory flowability above the liquid phase temperature, but copper phosphorus brazing materials can fully flow when brazed below a certain temperature below the liquid phase line. Adding silver to copper phosphorus alloys can improve the wetting ability of the brazing material, enhance strength and toughness, and lower the melting point. Adding alloy tin and antimony also lowers the melting point, but reduces toughness. The corrosion resistance of copper joints brazed with copper phosphorus brazing material is generally the same as that of the base metal, but the brazing material is prone to pitting corrosion in sulfuric acid and hydrochloric acid, and cannot be used for brazing joints working in sulfur dioxide gas media above room temperature. If the heating process is slow during brazing, the copper phosphorus brazing material tends to segregate, so the heating speed should be as fast as possible during brazing. The color after welding is bright gray, and immersion in 10% sulfuric acid will restore the color of copper. Name: Material 201 High Phosphorus Copper Solder/L201 Phosphorus Copper Welding Rod/Copper Tube Welding Rod Price 75 yuan/kg Composition: P=7.0-7.5%; Cu surplus. Explanation: Material 201 is a copper phosphorus binary brazing material with a melting point of 710-793 ℃ that is close to eutectic composition. It has good flowability and can flow into brazing seams with very small gaps. The price of brazing materials is cheap, so they have been widely used. However, brazed joints have poor plasticity and are not suitable for joints in impact and vibration working conditions. Usage: Widely used for brazing copper and copper alloys in the motor, instrument, and refrigeration industries. Attention: Brazing flux is not required when brazing copper, but silver flux should be used in conjunction with brazing copper alloy. Compliant with: GB/T6418-2008 Model: BCu93P-A Equivalent: AWS A5.8-2004 Model: BCuP-2