Heavy-duty machinery, rolling rings machines, spiral weld...

Currently, the rolling ring process is widely used both domestically and internationally, including applications such as train wheel hubs, bearing inner and outer rings, gear rings, bushes, flanges, crane rotating wheel rings, and various reinforcing rings. The processed parts cover a wide range of sizes and weights: diameters from 40mm to 10,000mm, heights from 10mm to 1,000mm, and weights from 0.2kg to 82,000kg, with multiple shapes of cross-sections.
Materials for ring components commonly include carbon steel, alloy steel, aluminum alloy, bronze, titanium alloy, cobalt alloy, nickel-based alloys, and so on. Common rolled ring products include train wheel hubs, bearing rings, gear rings, bushes, flanges, gas turbine rings, crane rotating wheel rings, nuclear reactor container rings, and various reinforcing rings.
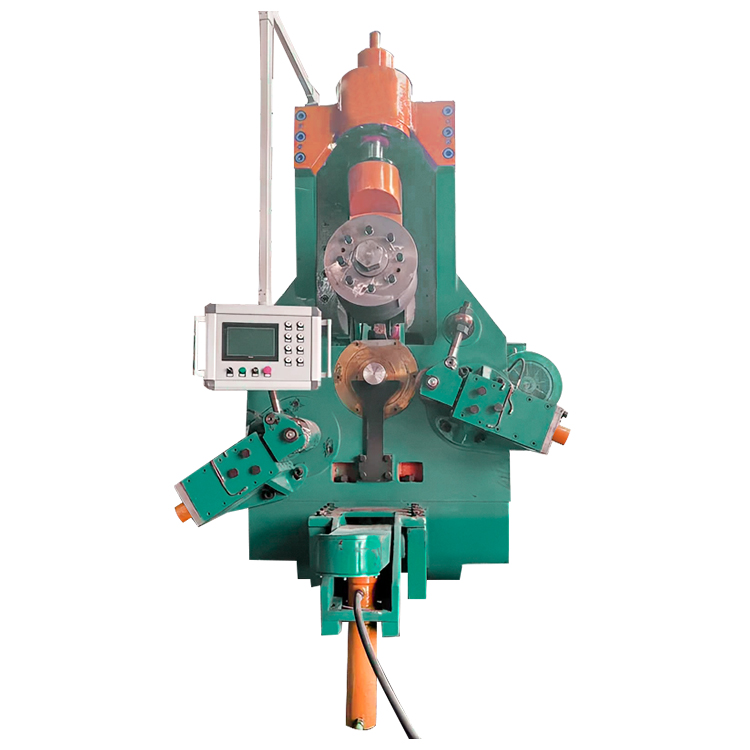
The rolling process involves both radial and axial deformation, but primarily focuses on radial deformation, which requires a blanking operation. The blanking process generally includes cutting, heating, upsetting and blanking. The size and shape of the rough blank are one of the determining factors for obtaining qualified rolled rings. Using die forging presses and oscillating rolling machines for blanking can essentially complete the axial deformation of the rough blank required for the rolling process, achieving the goal of precision rolling.
Ring rolling can be integrated with the blanking process and oscillating rolling technology to form rings of various cross-sectional shapes. By doing so, since the ring rolling achieves radial deformation and the oscillating rolling completes axial deformation, a wide range of ring sections can be produced. The combination of ring rolling and oscillating rolling offers greater advantages.




b2b.china9.net © Zhongshang 114 Hebei Network Technology Co., Ltd.Address: Room 6009, Oriental New World Center, No.118 East Zhongshan Road, Qiaoxi District, Shijiazhuang City, Hebei ProvincePlatform Service Hotline: 4006299930