




- AllProduct Category
-
Special Equipment
Powder Mixing / Liquid Stirring
Tank Accessories / Powder Conveyance
Eye Wash Station/Breathing Valve
Heat Exchangers/Filter
Blender/Sampler
Emergency Cooling Tower
Lubrication Equipment
Silencer
Water Chopper
Fire Retardant Device
Fiber Demister
Liquified Chlorine Vaporizer
Tornado Separator
Steam Temperature Reducer
Injector
Pipe Reactor
Gas Blender
Tubular Reactor
Blender







Recommended Products





详情描述
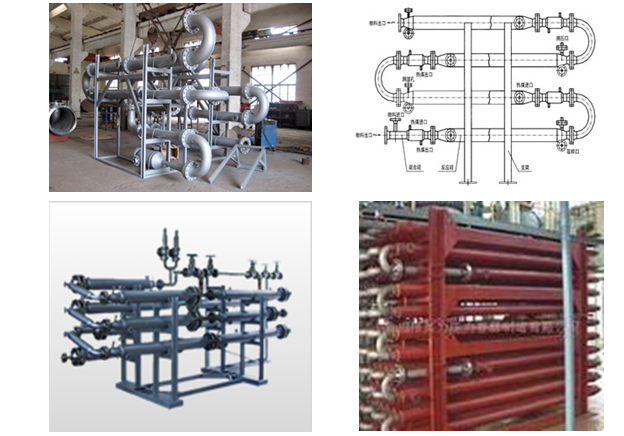
Tubular mixing reactors are suitable for rapid reactions, polymerization reactions, highly exothermic, flammable, and explosive processes, especially under high temperature, high pressure, and high viscosity conditions. The main advantage of a pipeline reactor is the utilization of the static mixer's benefits. It offers more stable reactions, even heat release, excellent pressure and high-temperature resistance, and is much more cost-effective. With years of engineering experience and improvements, for systems prone to scaling and crystallization, the pipeline reactor can be designed with removable sections for easy cleaning. Additionally, depending on different processes and reaction times, the pipeline reactor can be modularly combined to meet the requirements of varying reaction times in different processes.
Tube-type Mixed Reactor Applications
Suitable for continuous, rapid, highly exothermic, flammable, and explosive reaction processes with operating pressures between 0-10.0 MPa and reaction times within 30 minutes, particularly applicable to reactions under high-pressure and high-temperature systems.
Successful Application Examples:
1. Sodium benzoate reaction reactor; 2. Acetic acid and hydrogen peroxide reaction
3. Reaction of triethylamine with hydrogen peroxide; 4. Biodiesel reaction.
5. Reaction of octene, hydrogen peroxide, and formic acid; 6. Reaction of diammonium hydrogen phosphate with acetaldehyde.
7. Diazotization Reaction 8. Propenenitrile Ammoniation Reaction
9. Hydroxyl reactions, etc. 9. Rubber anti-aging agent production process
11. The production process of alkyl ketene dimer (AKD) product, generated through polymerization reactions of stearic acid chloride and triethylamine in aniline solvent.

询价单


