























 Tube-in-tube heat exchangers (also known as tube-in-tube condensers) are highly efficient heat exchange devices widely used in hot springs, HVAC, chemical industry, and water treatment fields. With their stable structure, high heat exchange efficiency, and strong adaptability, they serve as core components for heat source circulation, water temperature control, and waste heat recovery, meeting various heating and cooling requirements across different operating conditions and scales.
Tube-in-tube heat exchangers (also known as tube-in-tube condensers) are highly efficient heat exchange devices widely used in hot springs, HVAC, chemical industry, and water treatment fields. With their stable structure, high heat exchange efficiency, and strong adaptability, they serve as core components for heat source circulation, water temperature control, and waste heat recovery, meeting various heating and cooling requirements across different operating conditions and scales.
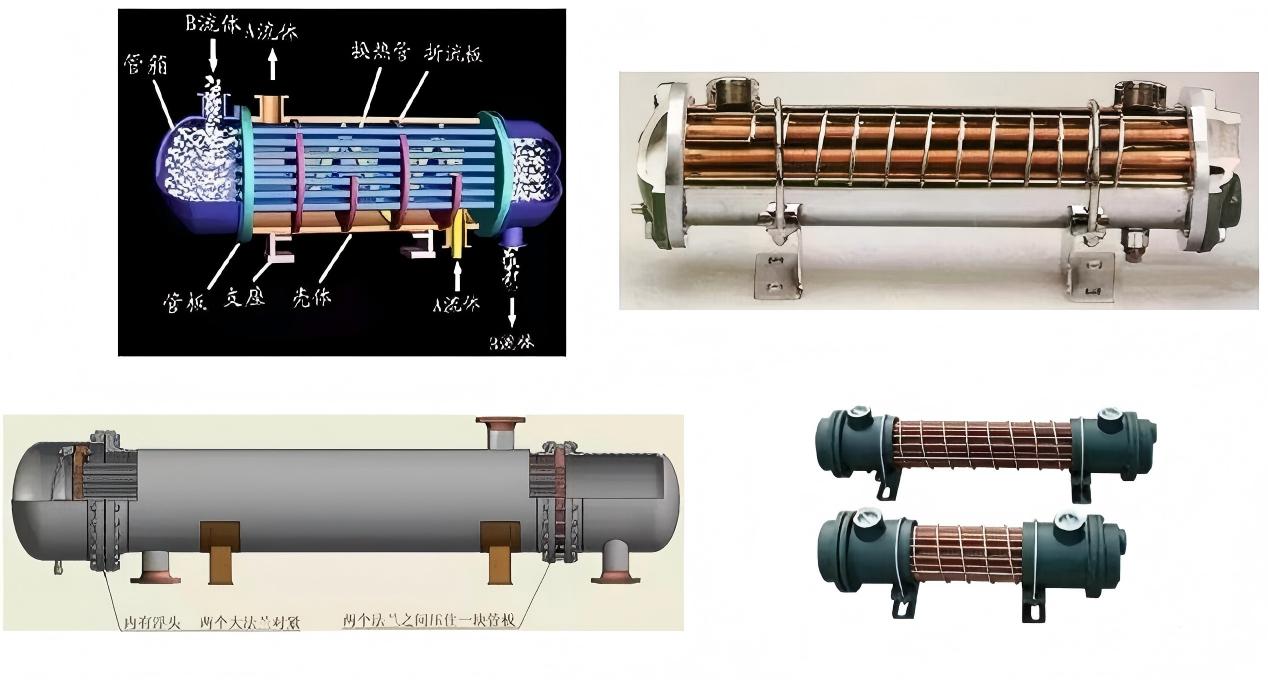
Equipment is primarily categorized into three main types: carbon steel tube bundle heat exchangers, stainless steel tube bundle heat exchangers, and mixed carbon steel/stainless steel tube bundle heat exchangers. Selection can be flexible based on water quality characteristics (such as hot spring mineral water, ordinary circulating water, weak acid-base media), balancing corrosion resistance, service life, and cost control. Structurally, they can be fixed tube plate, floating head, or U-tube style heat exchangers, suitable for varying pressure, temperature, and maintenance requirements. In terms of tube side configuration, they can be single, double, or multi-pass, optimizing heat exchange efficiency through adjusting fluid flow paths to meet diverse chemical conditions.
Shell-and-tube heat exchangers cover a heat transfer area of 1~500 square meters, offering a complete range of specifications. They can be custom-made to meet the actual flow rate, heat exchange requirements, and installation space of the user. These exchangers feature compact structure, stable operation, easy maintenance, and long service life. They are suitable for hot spring heating systems, constant temperature circulation units, and can also be used in industrial cooling and HVAC heat exchange applications. They are key equipment for achieving efficient thermal energy conversion and ensuring stable system operation.




















