











Key Features of Spiral Machining Center Chip Conveyor:
1. Available for both horizontal and lift-height configurations. Can be used individually or in a combination of multiple units. Simple structure, flexible installation.
2. For general chip removal, an axisless spiral can be used. For chip elevation, a spiral with an axis is recommended, along with increasing the chip outlet diameter to enhance chip propulsion, which facilitates chip ejection.
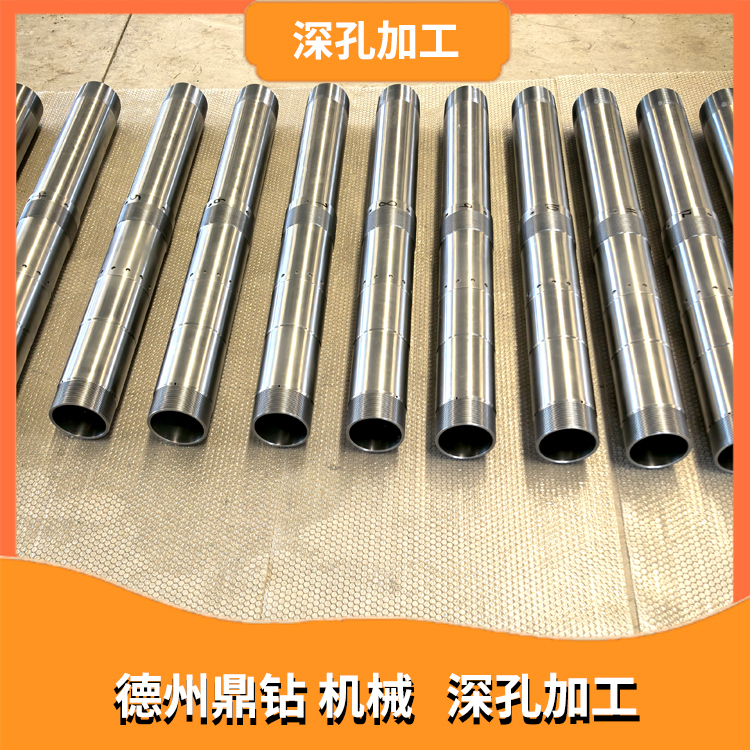
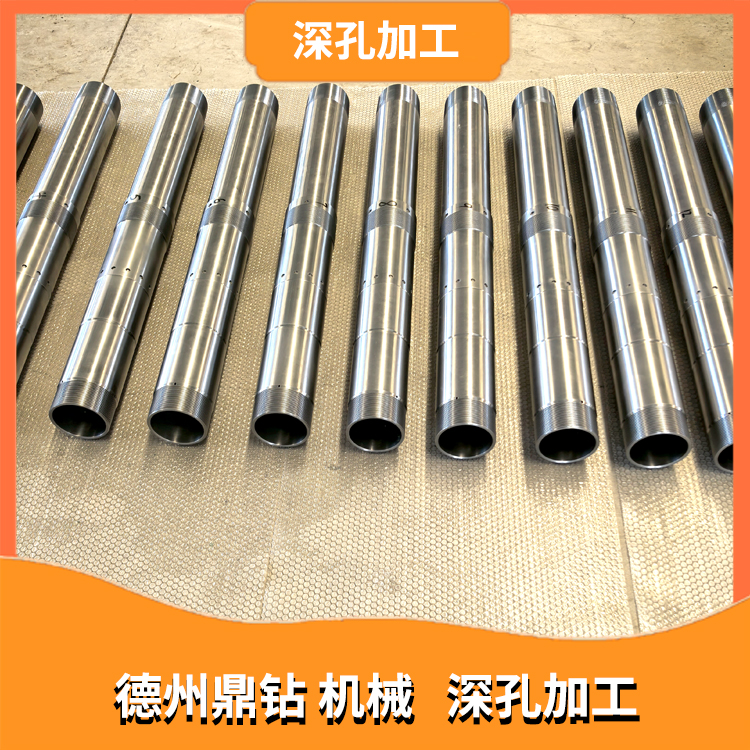
3. Not suitable for removing long strips or fibrous chips. The spiral chip conveyor is compact, ideal for narrow space chip removal. Available in various sizes and lengths, it can flexibly match different machine tools. The chip conveyor screw has high strength, a sturdy transmission structure, and offers the best reliability in use. Easy to install and dismantle, and maintenance-friendly.
The spiral chip conveyor is mainly used for transporting granular, powdered, blocky, and rolled chips of metal and non-metal materials cut during the mechanical processing process.
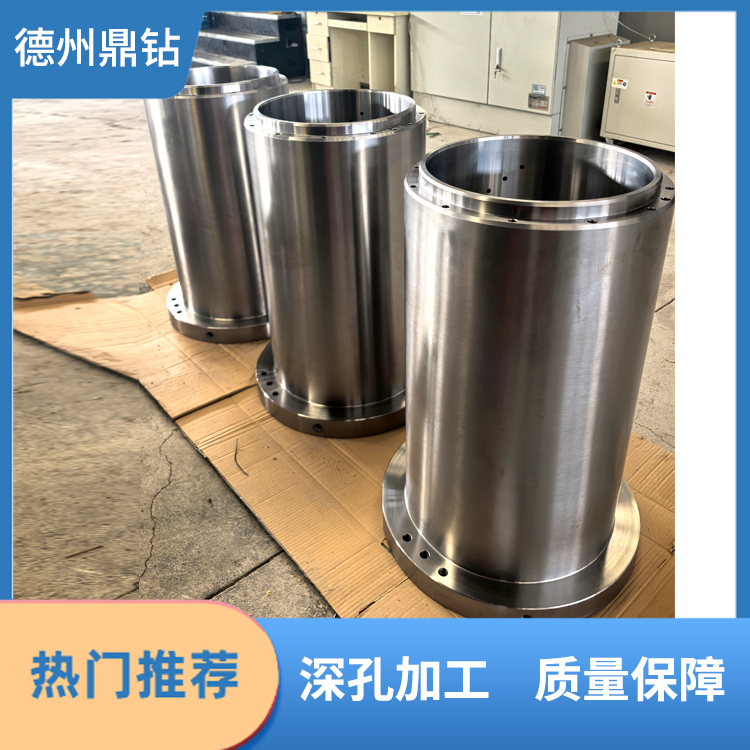
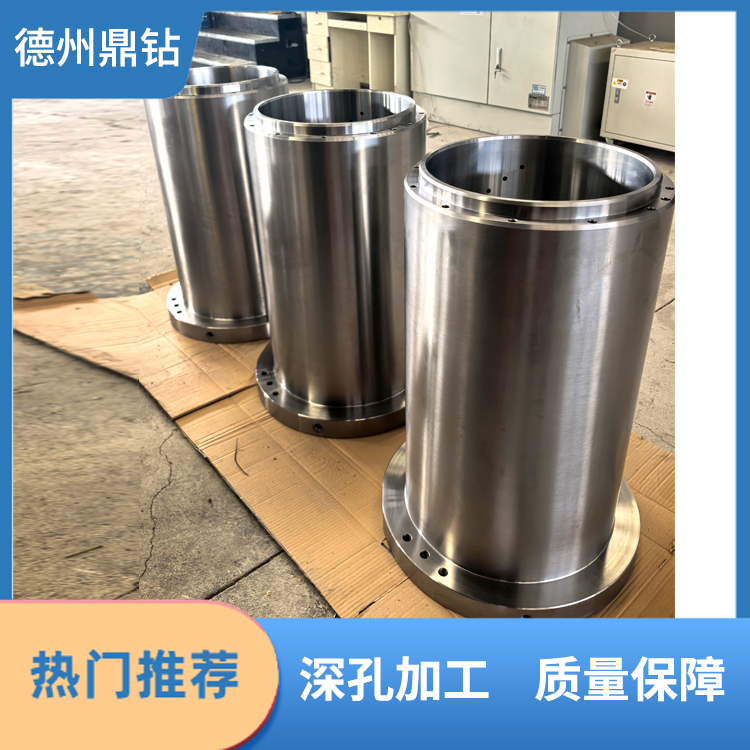
Ideal for placement in narrow spaces on CNC lathes, machining centers, or other machine tools. When used in conjunction with other chip conveyors, it can form屑 removal systems of various structural types.
The spiral chip conveyors are available in two types: with a core and without a core. They are typically used in conjunction with other types of chip conveyors to transport iron chips collected from the guard or workbench to the chip conveyor's feeding port, and then further conveyed to the collection vehicle. Spiral chip conveyors can also be equipped with a bell, allowing direct discharge of waste chips from the bell outlet into the collection vehicle.
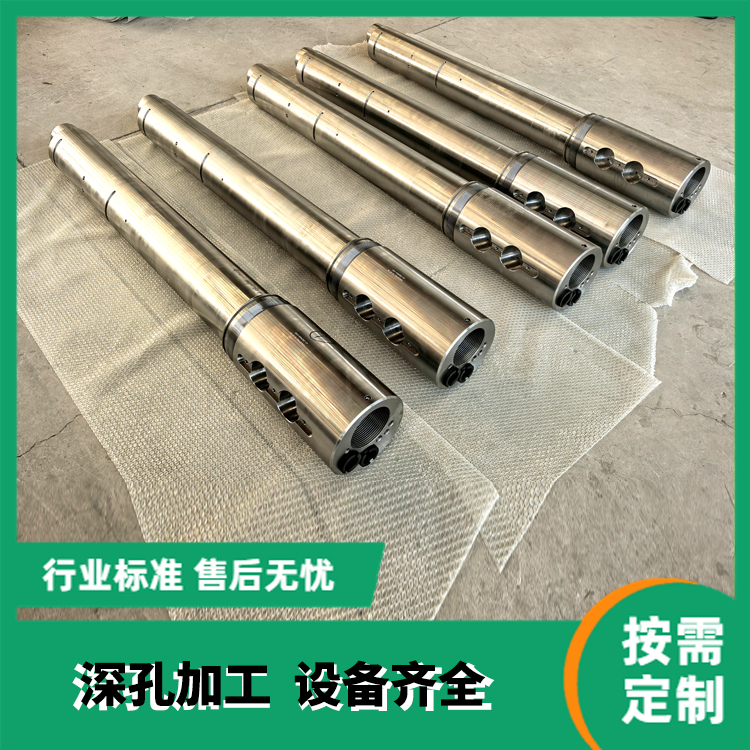
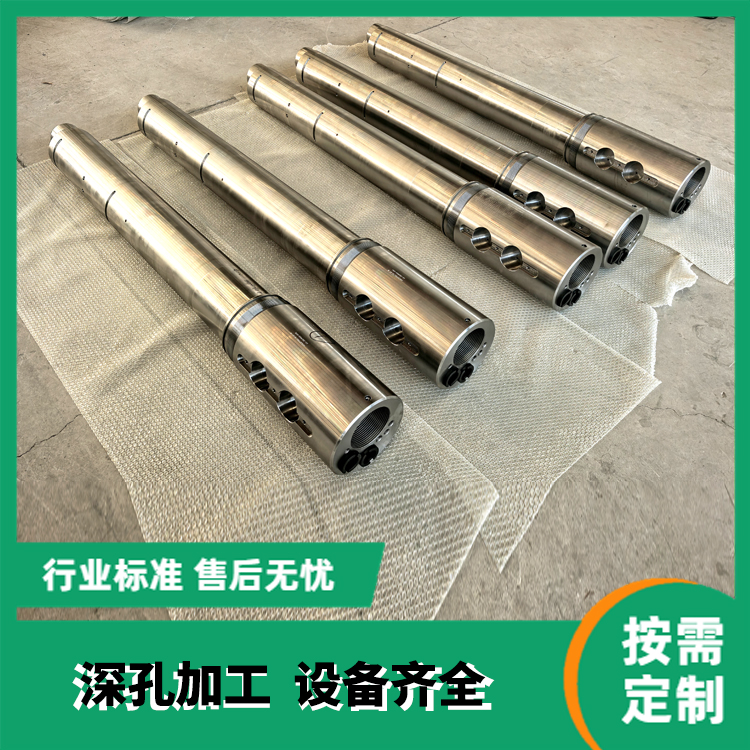
The spiral chip conveyor is easy to install, reliable in operation, and the feeding speed can be adjusted according to customer requirements, generally available in three types.
Type A: Core Propulsion with Conveyor Groove; Type B: Core Propulsion without Conveyor Groove; Type C: No Core Propulsion (≤3000mm)
Instructions
Before operation, a thorough and detailed inspection of the machine tool should be conducted to ensure there are no issues.
(2) After powering on the machine tool, check if all switches, buttons, and keys are functioning normally and are responsive. Also, observe for any abnormal phenomena in the machine tool.
(3) Check if the voltage and oil pressure are normal. First, manually lubricate any areas with manual lubrication.