









Detailed Description:
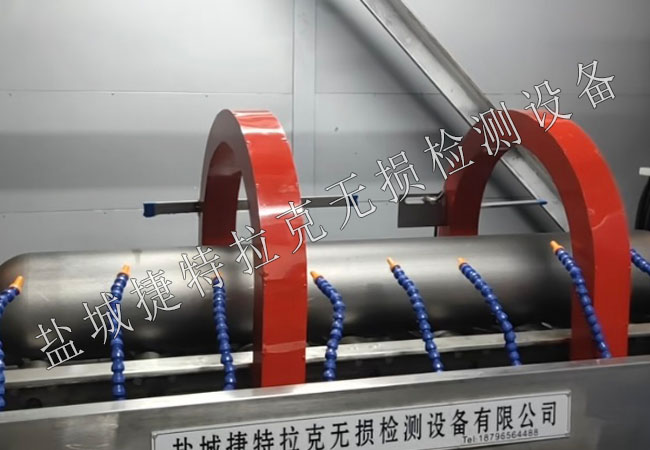
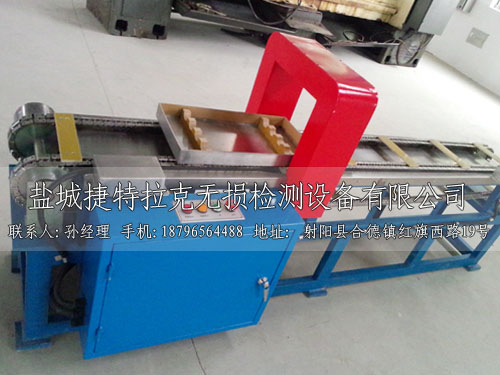
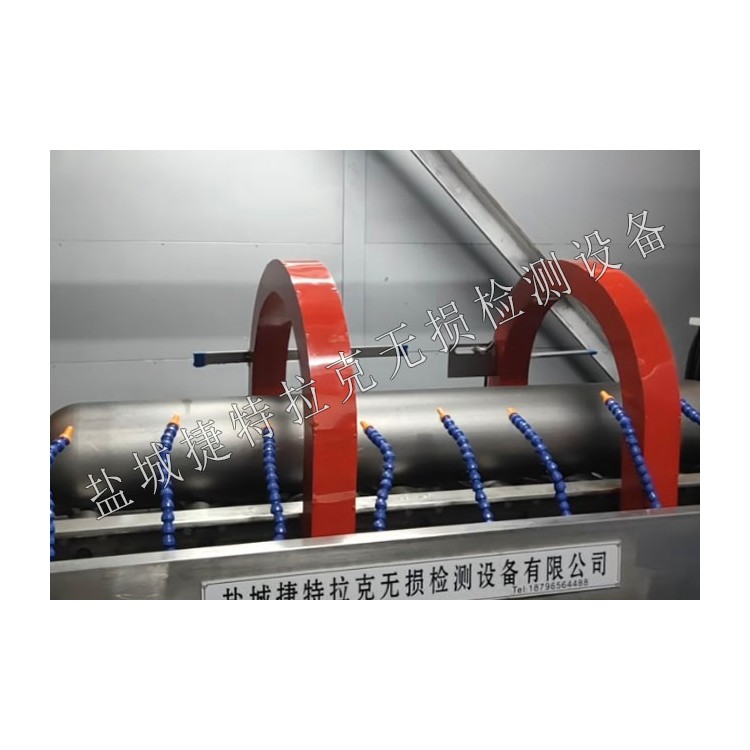
The "CJW-3000 Type Fluorescent Magnetic Particle Inspection Machine" is a low-voltage AC electromagnetic integrated magnetic particle inspection equipment produced in our factory. It can perform circumferential, longitudinal, and composite magnetization as well as automatic demagnetization on inspection parts, featuring power-off phase control functionality. AC magnetization ensures no missed inspections, and it is suitable for both continuous and residual magnetism inspection methods. It can accomplish a series of inspection processes including inserting, clamping, spraying magnetic suspension fluid, magnetizing, and releasing.
The main circuit of this equipment employs a thyristor-based voltage regulation circuit with features such as low noise, reliable performance, and long lifespan. It is fully equipped with the necessary functions for magnetic particle inspection of ferromagnetic components, capable of detecting extremely minute defects such as cracks and inclusions on the surface and near the surface of the inspected parts, caused by casting, forging, quenching, grinding, and fatigue.
Section 3: Inspection Items: Shafts, bars, and annular parts.
Four: Inspection rhythm: 4-6 seconds per piece
5. Manufacturing Standard: JB/T 8290-2011 "Magnetic Particle Inspection Equipment."
Section 6: Technical Specifications Required
Continuous adjustable AC 0-3000A (RMS), with phase control for power interruption.
Vertical magnetization: AC 0-15000AT (RMS) continuously adjustable, with power-off phase control.
Principle of Magnetization: Through electromagnetic yoke method
Magnetization Methods: Single-Weekly Magnetization, Single-Longitudinal Magnetization, Composite Magnetization
Demagnetization Method: Automatic demagnetization with decaying AC 0-16000AT (RMS)
Demagnetization Effect: Residual magnetism on the workpiece is less than 159 A/m (2 GS) after demagnetization.
Electrode spacing: Continuously adjustable from 0 to 700.
Erosion Sensitivity: According to the Chinese National Standard for Machinery Industry JB/T6065-92 "Standard Test Pieces for Magnetic Particle Erosion Testing," tested with Type A test pieces of 15/50 and 30/100, clear indications are shown at any position of the workpiece.
Remanence stability: The residual magnetism error on the workpiece after magnetization is no more than ±5%.
Gas Source Pressure: 0.4—0.8 Mpa
Clamping Method: Pneumatic Clamping
Operating Environment: Temperature -10°C to +40°C, Relative Humidity ≤ 85%
Storage Environment: Temperature 20°C to +60°C, relative humidity ≤70%, free of corrosive gas dust and strong high-frequency electromagnetic pollution.
Ultraviolet Intensity: At a distance of 380mm from the workpiece, the illuminance is greater than or equal to 1000uW/cm².
Power Supply: Three-phase, four-wire, 380V±10%, 50Hz, approximately 100A.
Equipment Dimensions: 2000x1000X1800
Section 7: Process Flow
Loading — Clamping — Spraying — Magnetizing — Observation — Demagnetizing — Unclamping — Unloading