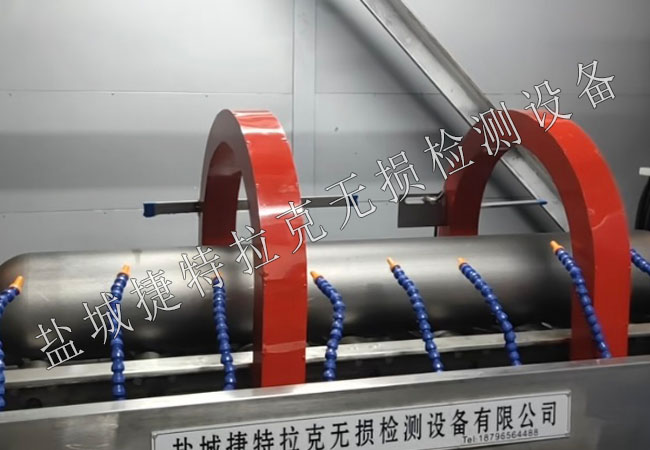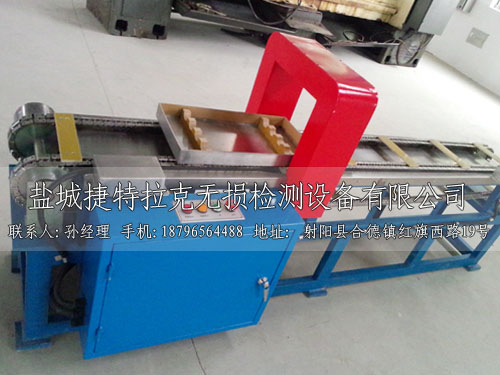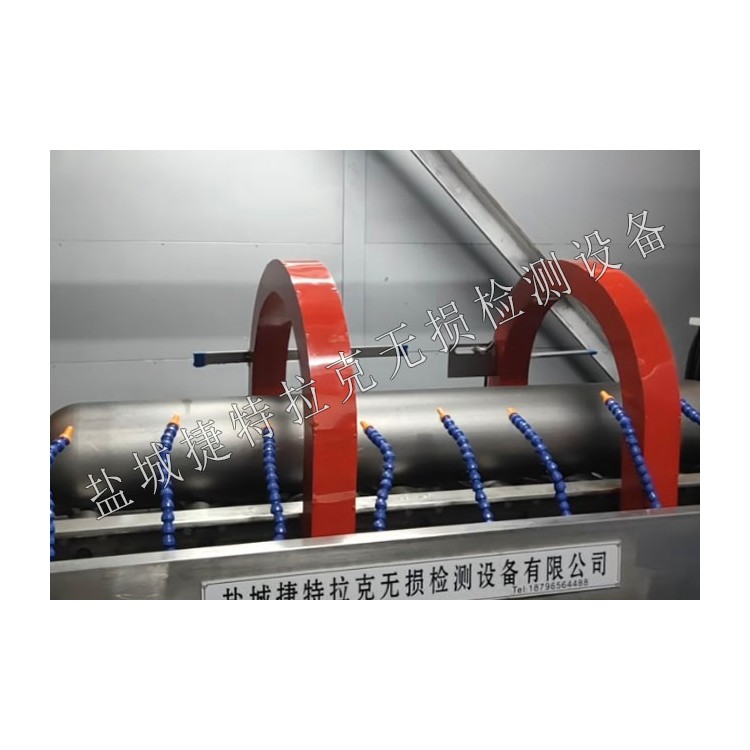










For semi-automatic wet magnetic particle inspection equipment controlled by microcomputers, suitable for magnetic particle inspection of annular ferromagnetic parts such as flanges and similar shapes. It is core-controlled by a programmable logic controller (PLC) and controls the mechanical action program of the system, capable of completing the entire magnetic particle inspection process as per the prescribed program, excluding manual observation of defects. It can be operated automatically or manually in step-by-step mode. The circumferential magnetization uses the rod insertion method, while the longitudinal magnetization employs the coil induction method for alternating composite magnetization of the workpiece, thereby avoiding workpiece burn. The controllable silicon trigger system developed by our factory has the function of controlling the power-off phase, preventing missed detection during AC magnetization, thus allowing a single magnetization to detect extremely minute defects such as cracks and inclusions on the surface and inside the workpiece caused by material, forging, quenching, polishing, and fatigue.
Process Flow
Feeding — Material Transfer — Rod Insertion — Liquid Spraying Magnetic Composite — Rod Removal — Rotation and Observation — Material Transfer — Unloading
Key Technical Parameters
◇ Magnetic Current through Rod: AC 0-4000A continuously adjustable, with phase control function for power failure.
◇ Axial magnetization magnetic potential: AC 0-20000AT continuously adjustable, with power-off phase control function.
◇ Method of rod insertion: pneumatic rod insertion
Operation Mode: Automatic Run, Manual Step-by-Step Operation
◇ Magnetization Method: circumferential magnetization, longitudinal magnetization, and composite magnetization.
◇ Inspection Speed: 8S per piece
◇ Sensitivity of flaw detection: Clear display on the workpiece surface with D-type 7/50 test piece.
WeChat Official Account

Scan to follow Official Account