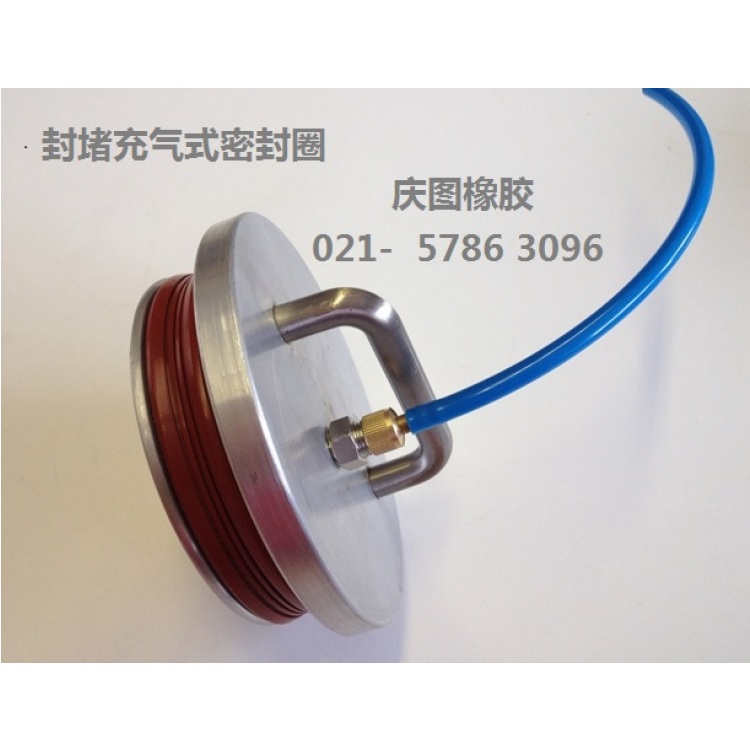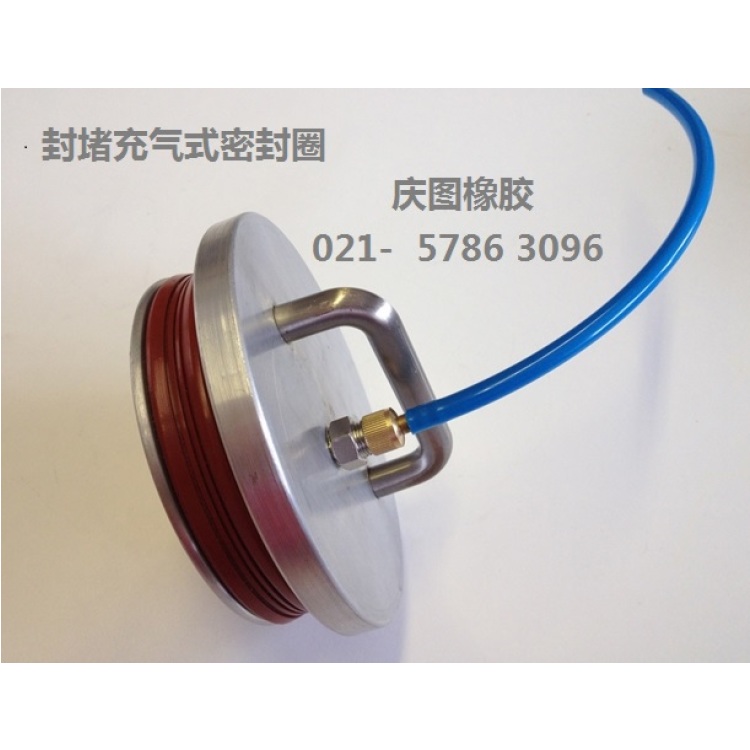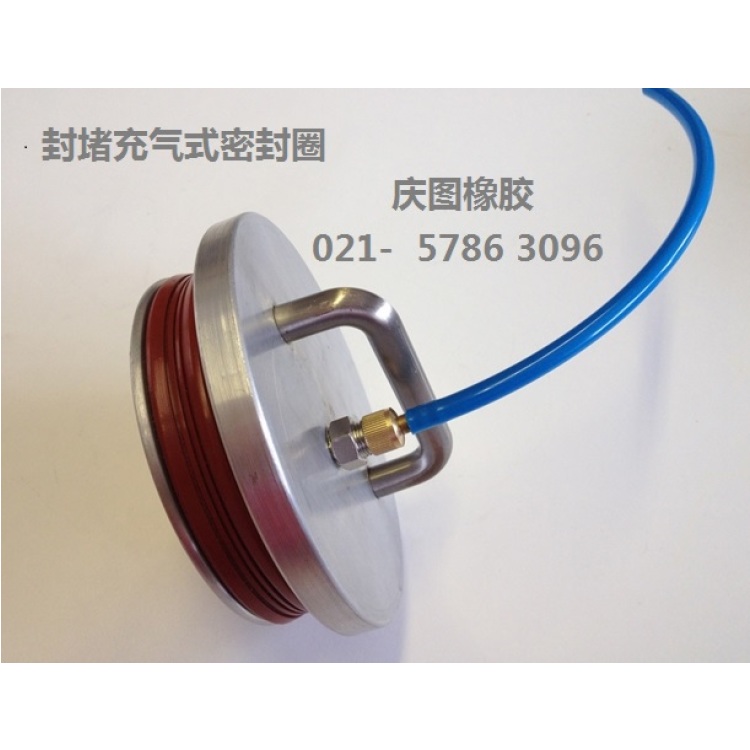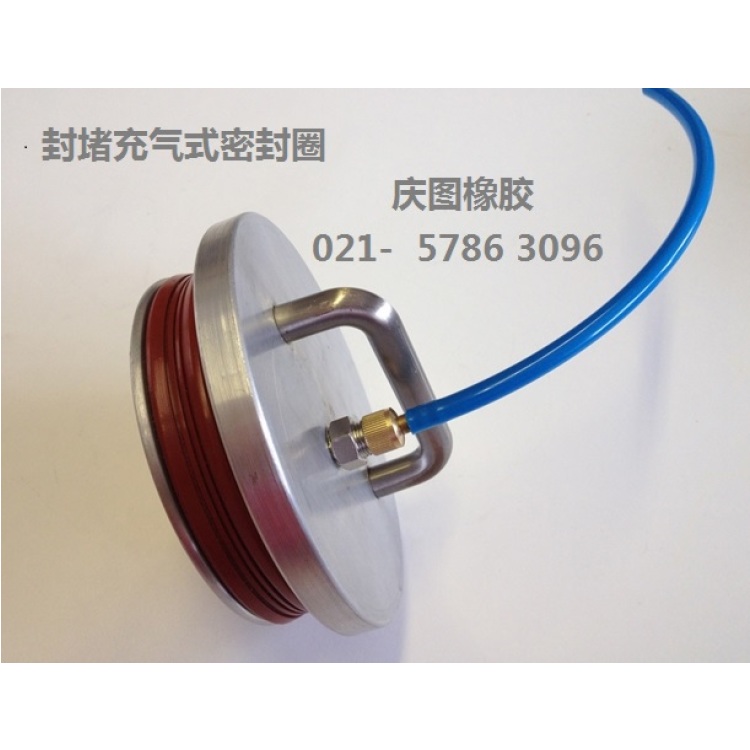
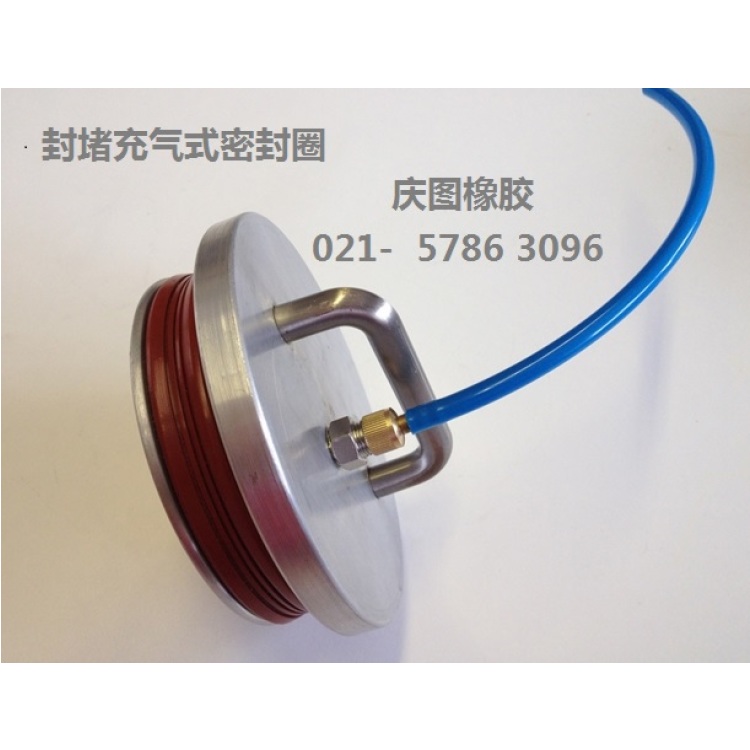
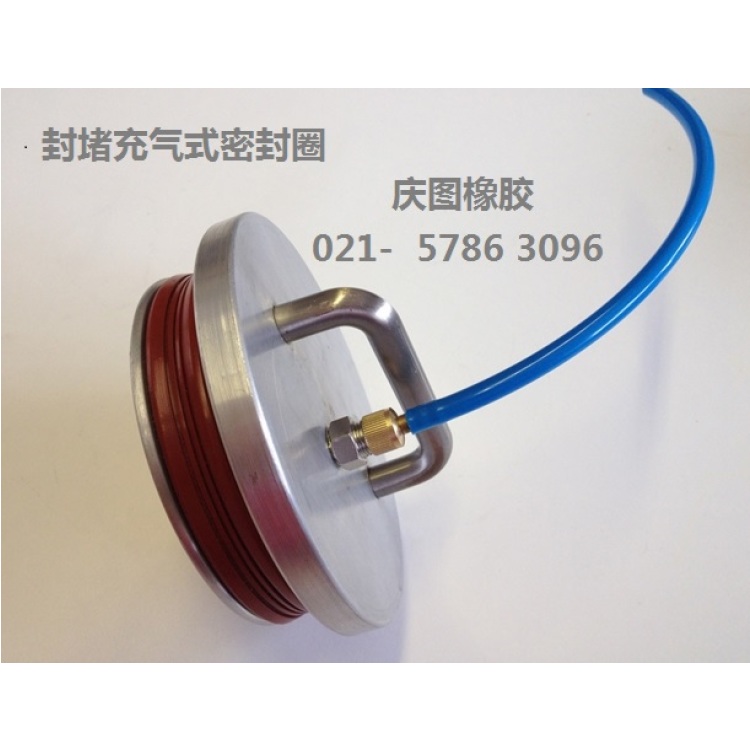
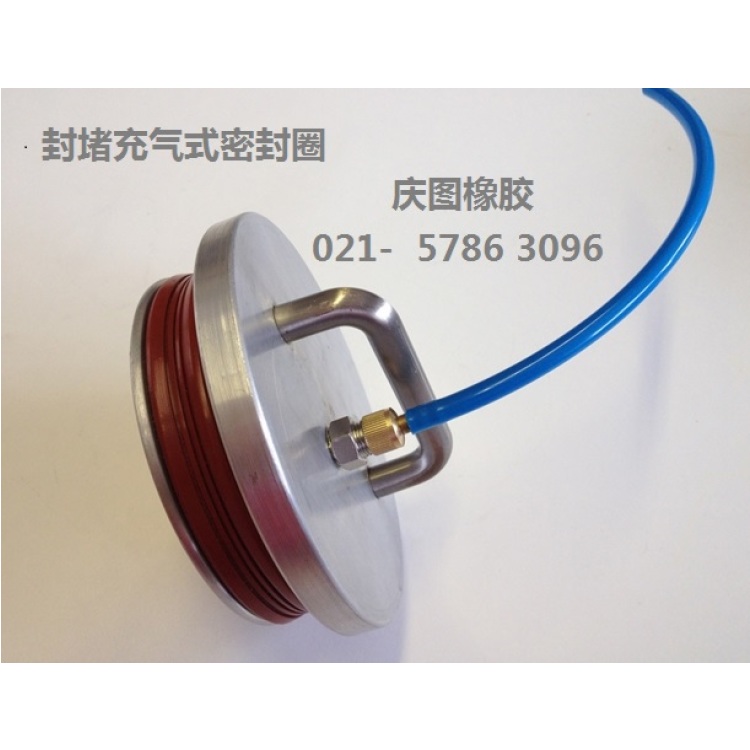



















Application Features of the Air Inflated Sealing Ring Products:
1. Excellent sealing effect; after inflation, the sealing ring works in conjunction with the fitting to block and isolate gases, liquids, powders, and other mediums inside the container, maintaining the dry and clean condition of the equipment.
2. We can customize the design and production of inflatable sealing rings according to the customer's requirements for shape, size, and diameter.
3. Application Scope: Industries with high sealing requirements, including metallurgical equipment, pharmaceutical equipment, filtration equipment, textile equipment, food equipment, etc.
4. Wide operating temperature range (-55℃ to 250℃), suitable for excellent application in most industries.
5. Products can be treated with flame retardant properties to meet customer requirements.
6. Low installation requirements, with a variety of gas sources available for self-selection; quick installation, which can be completed by a single person; easy disassembly for later maintenance.
7. Once properly installed, the lifespan can extend up to 20 years without human damage.
8. Can be reinstalled and utilized according to customer requirements.