






















Shandong Zhongjie Special Equipment (formerly Heze Boiler Factory Co., Ltd.) was established in 2001, located at No. 2218 Jinnan Road, Economic and Technological Development Zone, Heze City, with a registered capital of 50 million yuan and total assets of 500 million yuan. The company has 7 business centers: boiler, deep-freeze vessel, pressure vessel, central air conditioning, engineering installation, international trade, and Internet of Things. It has three factory sites on Jinnan Road, East Changjiang Road, and Bohai Road, covering a total of 200,000 square meters, with the main workshop spanning 83,000 square meters. It currently employs 710 staff, including 247 engineers and technicians, and 82 intermediate-level technical personnel. In December 2016, it was recognized as a "High-Tech Enterprise" by the Science and Technology Department. In June 2021, it was identified as a "Specialized and New Enterprise in Shandong Province" by the Ministry of Industry and Information Technology. In June 2022, it was recognized as a "Gazelle Enterprise in Shandong Province" and in August 2022, as a "Specialized and New Small Giant Enterprise" by the Ministry of Industry and Information Technology.
Biofuel boiler tube end reduction refers to the process of reducing the diameter of the tube ends within a certain length range. This treatment enhances the tube's strength and rigidity, reduces stress concentration, and improves its vibration resistance and durability.
Specific methods for constricting include:
Cold shrinking: A mechanical method of cold working the end of a tube to gradually reduce its diameter, forming a cold shrink. This method is simple and easy to use, suitable for general cold shrink requirements.
Shrink Fit: By heating the end of the tube to soften it, it is then mechanically pressed into a shrink fit shape. This method allows for more complex shrink fit shapes, but requires equipment and technology.
The benefits of a tapered design include:
Enhance the tube's strength and rigidity, reduce stress concentration in the tube, and lower the risk of deformation and rupture.
Enhance the vibration resistance of pipes, reduce vibration and resonance during operation, and extend the service life of the pipes.
Reduce the risk of pipe leakage and enhance the sealing performance of the pipeline system.
Note that the reduction treatment must be tailored to the specific boiler design and operational requirements, ensuring that the size and shape of the reduction conforms to the design specifications, and that the wall thickness at the reduction point meets or exceeds the standard requirements to ensure the safe and reliable operation of the pipes.
Possible reasons for the black smoke produced by biomass boiler combustion may include:
Incomplete combustion: Inadequate oxygen supply or insufficient combustion temperature in biomass fuel can lead to incomplete combustion, producing a large amount of smoke and black smoke. This may be caused by poor combustion chamber ventilation, poor fuel quality, or incorrect setting of combustion parameters.
High moisture content: Excessive water content in biomass fuel leads to a large amount of steam evaporation during combustion, lowering the combustion temperature and affecting the combustion efficiency, resulting in the production of black smoke.
Fuel Quality Issue: If biomass fuel contains impurities, ash, or uneven moisture, it can affect the combustion process, leading to incomplete combustion and the production of black smoke.
Combustion Equipment Issues: If there are malfunctions or wear in the combustion equipment of a biomass boiler, such as slagging in the combustion chamber or clogging of the burner, it can affect the combustion efficiency and lead to the production of black smoke.
To reduce the emission of black smoke, the following measures can be taken:
Ensure adequate oxygen supply: Adjust the ventilation system of the combustion equipment to ensure sufficient oxygen supply, enhance combustion efficiency, and reduce the production of black smoke.
Regulate combustion temperature: Adjust combustion parameters such as temperature and duration to ensure complete fuel combustion and reduce the emission of black smoke.
Optimize fuel quality: Select biomass fuel in appropriate quantities, ensuring consistent dryness and quality, reducing moisture content and impurities, and enhancing combustion efficiency.
Regular Maintenance: Conduct regular maintenance on biomass boilers, clean the combustion chamber, burners, and other components to ensure proper equipment operation and reduce the production of black smoke.
Install Pollutant Control Equipment: As required, install flue gas purification equipment such as dust collectors and desulfurization devices, effectively removing particles generated during the combustion process.
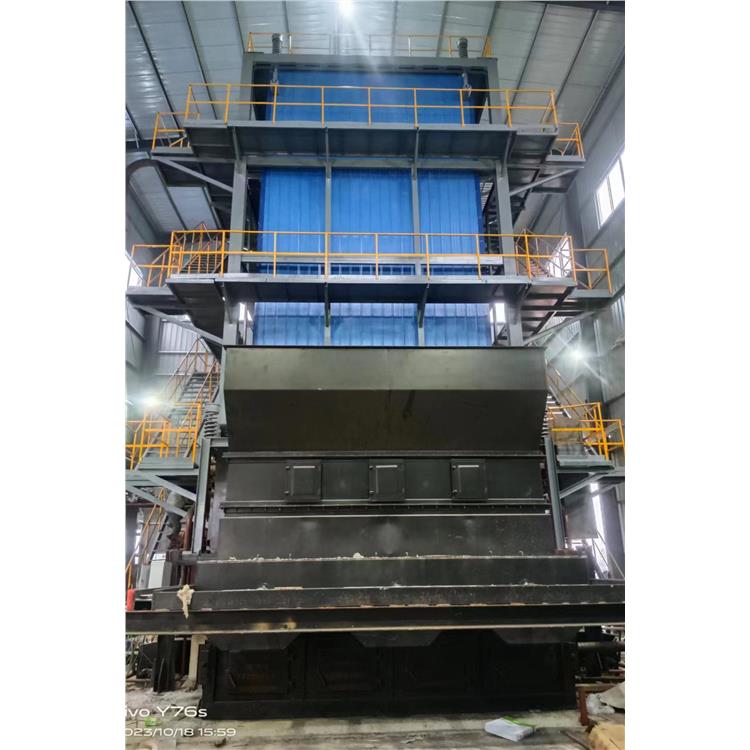
The combustion process of biomass boilers typically includes the following steps:
Supply Fuel: Biomass fuel such as wood chips, straw, wheat straw, fruit shells, etc., is supplied into the combustion chamber. Fuel can be fed into the combustion chamber via an automatic feeding system or manually.
Ignition: Ignite the fuel in the combustion chamber. Ignition can be achieved through an electric spark igniter, ignition fuel, or other ignition devices.
First Burn: Fuel begins to burn after ignition, initiating combustion reactions. During the first burn stage, volatile components in the fuel start to evaporate, producing flammable gases.
Vaporization and combustion: The volatile components of the fuel vaporize at high temperatures, forming combustible gases such as and . These combustible gases mix with oxygen in the combustion chamber, undergoing combustion reactions to release heat energy.
Combustion Control: By adjusting parameters such as fuel supply, oxygen supply, and combustion chamber temperature, the stability and efficiency of the combustion process can be controlled. Automatic control systems can be used to regulate and optimize combustion.
Flue Gas Emission: Flue gas produced during the combustion process is discharged from the boiler through the chimney or flue gas exhaust system. The flue gas may contain pollutants such as soot, carbon dioxide, and nitrogen oxides, which require treatment by corresponding emission control equipment.
The combustion process of biomass boilers requires reasonable fuel supply, oxygen supply, and combustion adjustment to achieve stable and environmentally friendly combustion effects. Different types of biomass boilers may have varying combustion methods and equipment, but they generally follow similar combustion principles.
The phenomenon of biomass boiler economizer tube damage may include the following situations:
Pipe Corrosion: Flue gas produced by biomass combustion contains certain acidic substances, which may lead to corrosion of the economizer pipes. Long-term corrosion can result in the thinning of pipe wall thickness, the formation of holes and cracks.
Pipe Clogging: During the biomass combustion process, flue gas may contain some ash and particulate matter, which may settle and accumulate in the economizer pipe, leading to clogging. Clogging can affect the flow of flue gas and reduce heat exchange efficiency.
Pipe fatigue: The operating temperatures and pressures of biomass boilers fluctuate significantly, leading to long-term thermal expansion and contraction that can cause fatigue damage to economizer pipes, such as cracking and deformation.
In response to the aforementioned issues, the following solutions can be adopted:
Enhanced Corrosion Prevention Measures: Internal anti-corrosion treatments can be applied to economizer pipes, such as applying corrosion-resistant coatings or using corrosion-resistant materials to manufacture the pipes, to minimize corrosion occurrences.
Regular Cleaning and Maintenance: Regularly clean and maintain the economizer to remove ash and particulate matter from the pipes, preventing blockages. Methods such as mechanical cleaning and water flushing can be employed.
Enhance Monitoring and Inspection: Regularly inspect economizers, including pipe thickness measurements and crack detection, to promptly identify issues and implement repair measures.
Optimize Operating Parameters: Reasonably adjust the operating parameters of the biomass boiler, such as combustion temperature and air volume, to minimize damage to the economizer.
Shandong Zhongjie Special Equipment, welcome customers to our factory for business discussions.
WeChat Official Account

Scan to follow Official Account






















