















The use of non-ionic surfactants (such as平平加, 太古油) and anionic surfactants (alkyl sulfonates, dodecyl) in cutting fluids for blending significantly reduces the surface tension, achieving the cleaning purpose.
Selecting the appropriate cutting fluid is crucial for ensuring quality and precision in machining. Different materials require different cutting fluid needs. For lightweight metals like aluminum: due to their tendency to adhere and their soft nature, it is recommended to use water-based cutting fluids with high cooling capacity and low viscosity. This type of cutting fluid effectively prevents chip accumulation, reduces friction during the machining process, thereby preventing overheating during cutting and ensuring the smoothness of the machined surface.
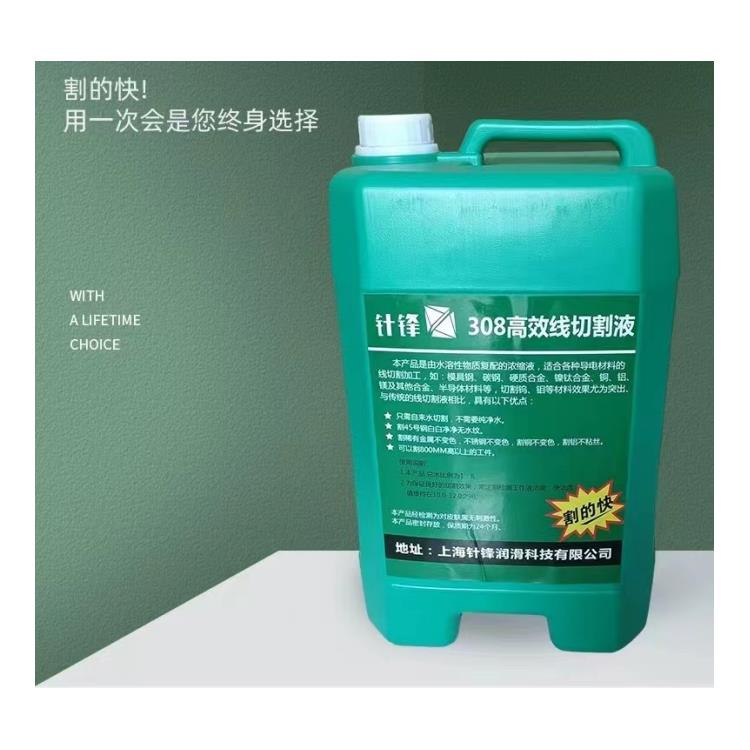
Coolant Usage: Typically diluted with tap water, used for general cutting and wire-cutting processes at a concentration of 5-10% (diluted 10-20 times with water), and for grinding processes at a concentration of 3-4% (diluted with more than 2 times water).
An oil-water mixture of cutting fluids, formed into an emulsion by adding water. It offers excellent lubrication and cooling properties, suitable for a variety of processing needs. However, the use of soluble oil requires strict control of the dilution ratio and water quality to prevent corrosion and bacterial growth, ensuring both the process and efficiency.
The cutting fluid has good stability and can be stored for over a year. The concentrated cutting fluid has no corrosive effect on the workpiece surface.
The cutting fluid drum has a larger opening. After using it, immediately tighten the drum cap to prevent dirt and water from seeping in. Place the drum horizontally, securing both ends with wooden wedges to prevent rolling. If placing the drum vertically, invert the drum so the cap faces down. Alternatively, slightly tilt the drum to prevent rainwater from overflowing and entering the drum.
WeChat Official Account

Scan to follow Official Account