

















Application and Scope:
Our ZDB-400 series belt break protection device (abbreviated to: protection device) is developed in accordance with the requirements of relevant documents such as the National安全生产监督管理局, the National Coal Mine Safety Supervision and Inspection Bureau, and the China Coal Industry Association, particularly Article 375 of the "Coal Safety Regulations" and the "Coal Mine Safety Quality Standardization Standards and Rating Methods (Trial)" under the section of mechanical and electrical safety. These documents stipulate that "wire rope core belt conveyors should be equipped with a belt break protection device." Based on extensive field investigations of belt break incidents, thorough analysis of the causes, and integrating the performance characteristics of existing belt break protection devices domestically and internationally, we have designed this product to excel in safety, practicality, flexible and convenient installation, high level of automation, and robust functionality. It is a self-developed product with complete intellectual property rights.
Widely used on belt conveyors with both high-torque and standard models, particularly for those with steep inclines, long distances, and high capacities, such as underground coal mine belt conveyors.
Key Features:
Relying on strong frictional braking force to stop the sliding belt after a belt breakage, reliably halts the descending belt, thereby reducing economic losses and social impact caused by the occurrence of belt breakage.
Key Features:
Real-time online signal collection system ensures more accurate, reliable signal acquisition and prevents false operation.
Three control modes: automatic, manual, and on-site local operation, with equipment maintenance and function testing made convenient and straightforward.
Multiple sound, light alarms and interlock functions with conveyors accurately reflect the operating status of the equipment, significantly reducing the incidence of equipment malfunctions.
※ By utilizing powerful hydraulic pressure and an acceleration-increasing mechanism, braking of the descending conveyor belt is achieved, ensuring reliable, safe, and feasible braking.
Optimized pump station design and mechanical locking mechanism significantly reduce energy consumption.
The overall rack is designed in a modular style, assembled with high-tensile bolts for flexible and convenient installation and transportation underground.
Product Execution Standard: Q/JS005-2012
Structural Characteristics:
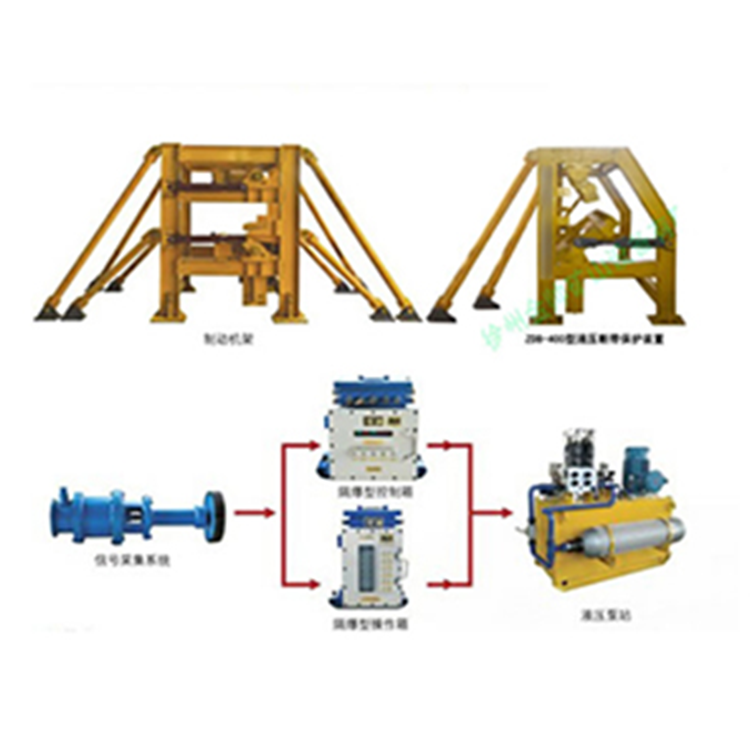
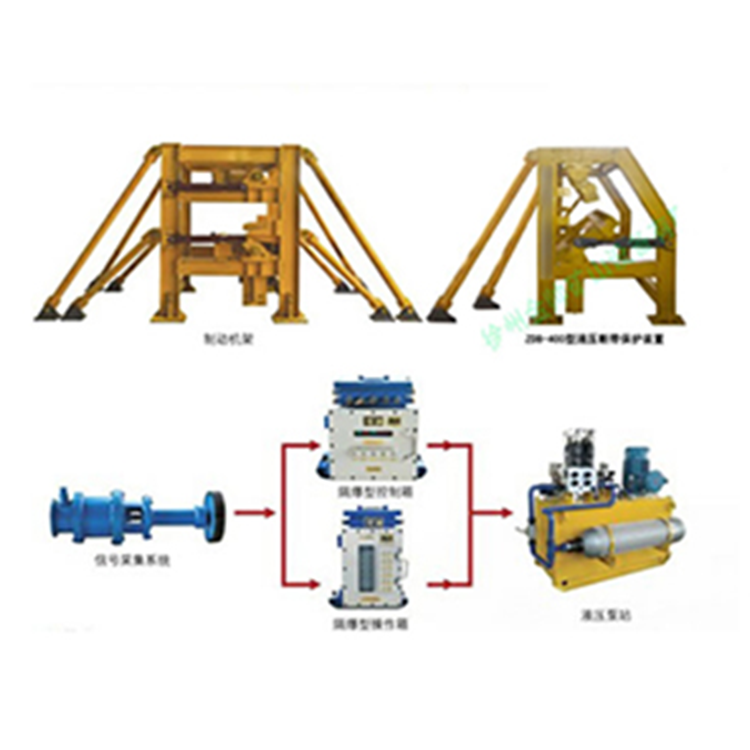
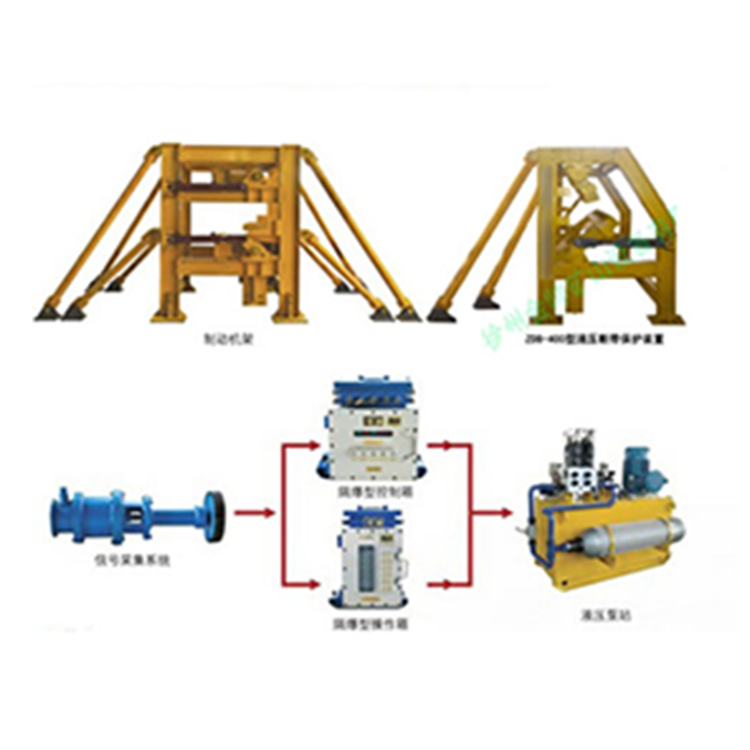
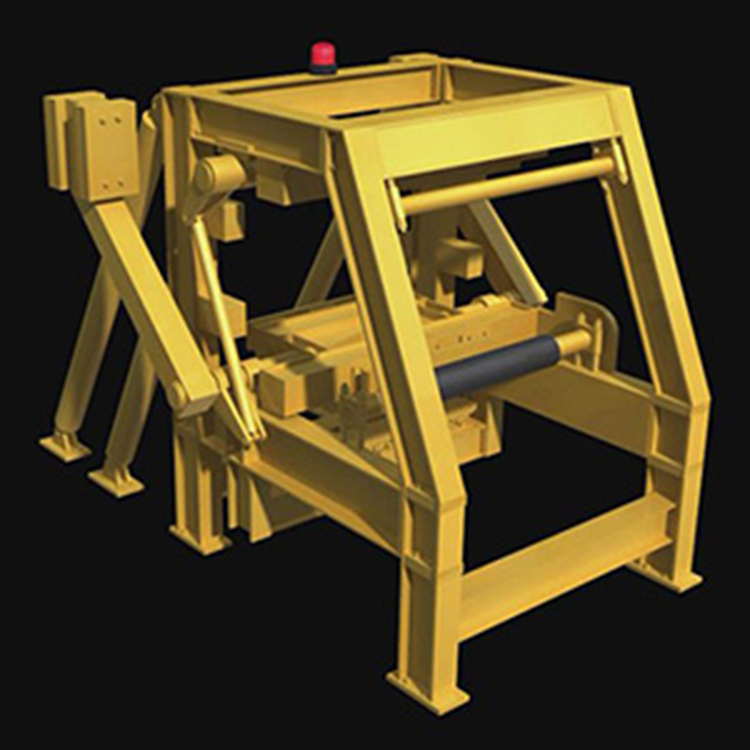
The protective device (see Figure 1) consists of a braking frame, hydraulic system, explosion-proof electrical control system, and encoder. The braking frame is mainly composed of the frame body, clamping mechanism, and support mechanism. The hydraulic system is mainly made up of the pump station, high-pressure oil pipes and accessories, and hydraulic actuators. The explosion-proof electrical control system is primarily composed of explosion-proof control cabinets and centralized control cabinets. The encoder is mainly made up of encoders and measuring wheels (hereinafter referred to as: encoder).
Operating Principle:
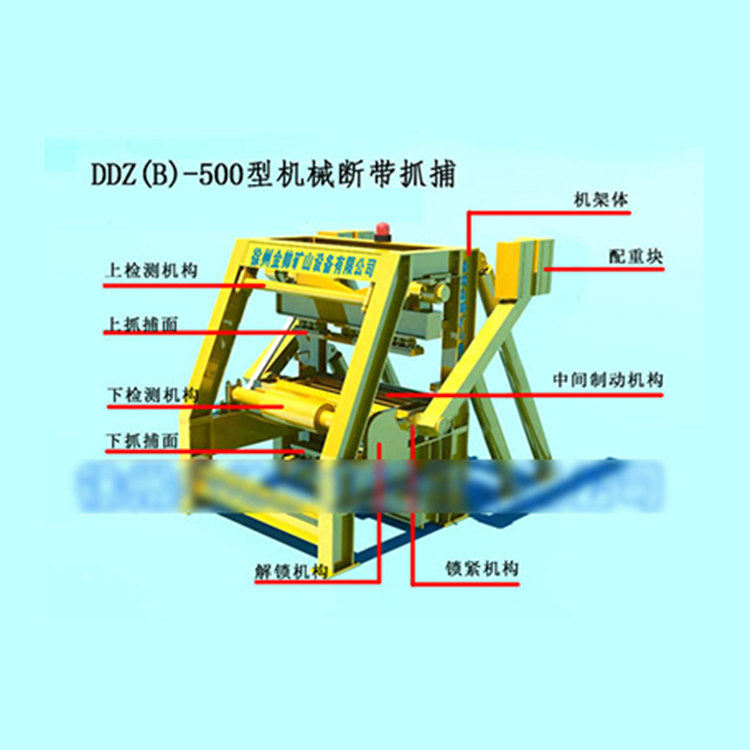
The signal collection system monitors the running status of the belt and transmits the detection signals to the electrical control system. The control box within the electrical control system continuously compares and judges the incoming signals. Upon confirming a belt breakage, the electrical control system sends an electrical signal command to activate the hydraulic system. The clamping beam, driven by the hydraulic cylinder and the power-increasing speed-increasing mechanism, quickly presses towards the belt along the track. Relying on the strong frictional braking force from the clamping beam, support blocks, and the upper and lower surfaces of the belt, the descending belt is reliably stopped, thereby completing the entire braking action.
During normal operation of the conveyor belt, the encoder does not collect signals, no pulse signals are output, and the mechanism does not produce braking actions. However, the hydraulic pump station operates intermittently in an automatic mode, maintaining the accumulator's working pressure oil within the normal pressure range, providing ample power source for braking protection. In the event of a conveyor belt break, the running direction of the conveyor belt is exactly opposite to its normal operation direction. In this state, the encoder continuously collects braking pulse signals and transmits them to the control box. When the conveyor belt slides to the programmed action distance, the control box determines a belt break has occurred. Consequently, the control box sends an electrical signal command to first disconnect the conveyor's power supply, causing the conveyor to lose power output. Simultaneously, the electromagnetic directional valve is energized, and the hydraulic pump station motor starts running forcefully. The high-pressure oil released from the accumulator is injected into the hydraulic cylinder, and the pressing beam, driven by the cylinder and the mechanical transmission mechanism, rapidly presses towards the conveyor belt along the track. Relying on the strong frictional braking force between the pressing beam, support blocks, and the upper and lower surfaces of the conveyor belt, the descending belt is reliably stopped.