DMC Pulse Dust Collector
Product Description:
This dust collector utilizes a segmented room stopwind pulse jet cleaning technology, overcoming the drawbacks of conventional pulse dust collectors and segmented reverse-jet collectors. It boasts strong cleaning power, high dust removal efficiency, low emissions concentration, low air leakage rate, low energy consumption, low steel consumption, minimal land area requirement, stable and reliable operation, and good economic benefits.
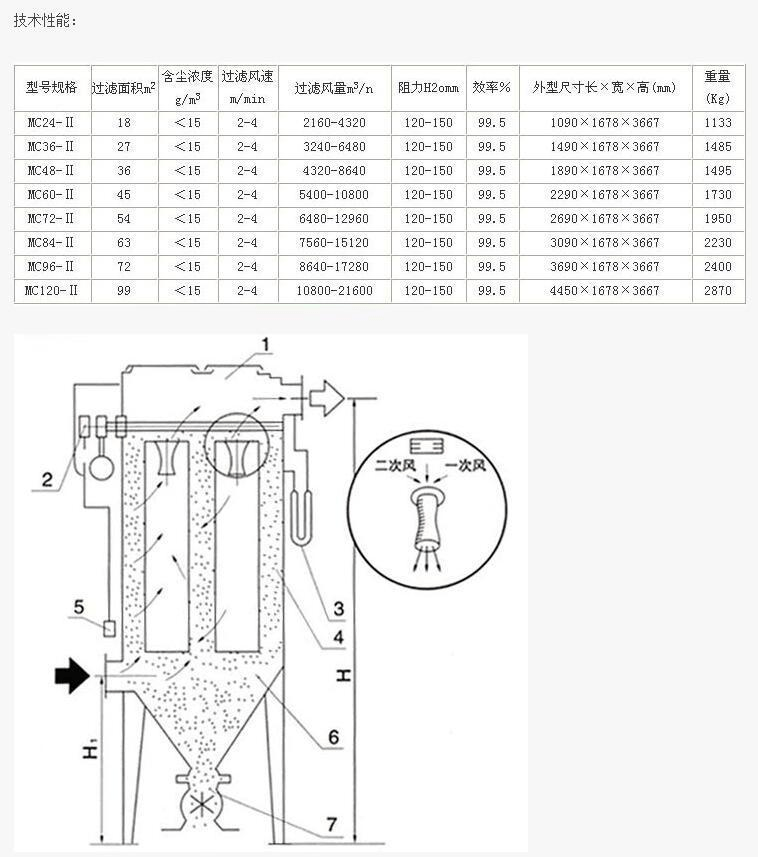
Purification of dust-laden gases and recovery of materials for metallurgy, building materials, cement, machinery, chemicals, electricity, and light industry. By using segmented room stopwind pulse-jet cleaning, a single blast can achieve thorough cleaning, thereby extending the cleaning cycle and reducing energy consumption for cleaning, significantly lowering air pressure consumption. Additionally, the fatigue of the filter bags and pulse valves is correspondingly reduced, thereby greatly extending the lifespan of both. Bag replacement can be carried out in individual rooms without stopping the system fan, under normal system operation conditions. The filter bag mouth features an elastic expansion ring, ensuring good sealing and reliability. The filter bag frame is triangular, reducing friction between the bag and the frame, extending the bag's lifespan, and facilitating bag removal. The upper bag extraction method is used, where after removing the frame, the soiled bag is dropped into the lower ash hopper of the box, and then retrieved through the manhole, improving the bag replacement operation. The housing is designed for airtightness, with good sealing properties; the inspection door is made with excellent sealing materials, and leaks are detected during the manufacturing process using kerosene, resulting in very low air leakage rates. The inlet and outlet air ducts are arranged compactly with minimal air flow resistance. Working Principle: When the pulse bag dust collector is operating normally, the dust-laden gas enters the ash hopper through the inlet, where some larger dust particles fall into the hopper due to inertia or natural sedimentation. The remainder of the dust particles rise with the air flow into the bag chamber and are filtered through the filter bags, with the dust particles being retained on the outside. The purified gas then enters the upper housing and is discharged into the atmosphere through the valve plate holes and exhaust outlets, achieving dust removal. As the filtration continues, the dust collector resistance increases. When the resistance reaches a certain level, the cleaning controller issues a cleaning command. Firstly, the lifting valve plate is closed to cut off the filtration airflow; then, the cleaning controller sends a signal to the pulse solenoid valve. As the pulse valve sends a high-pressure reverse airflow into the bag, the filter bag rapidly inflates and vibrates strongly, causing the dust particles on the outside to fall off, achieving the cleaning purpose. Since the equipment is divided into several compartments, the above process is carried out sequentially in each compartment. While one compartment is being cleaned, the others continue to operate normally, ensuring continuous and normal operation of the equipment. The ability to handle high concentrations of dust is due to the extremely short cleaning time required for this strong cleaning (a single blast takes only 0.1 to 0.2 seconds).
WeChat Official Account

Scan to follow Official Account