




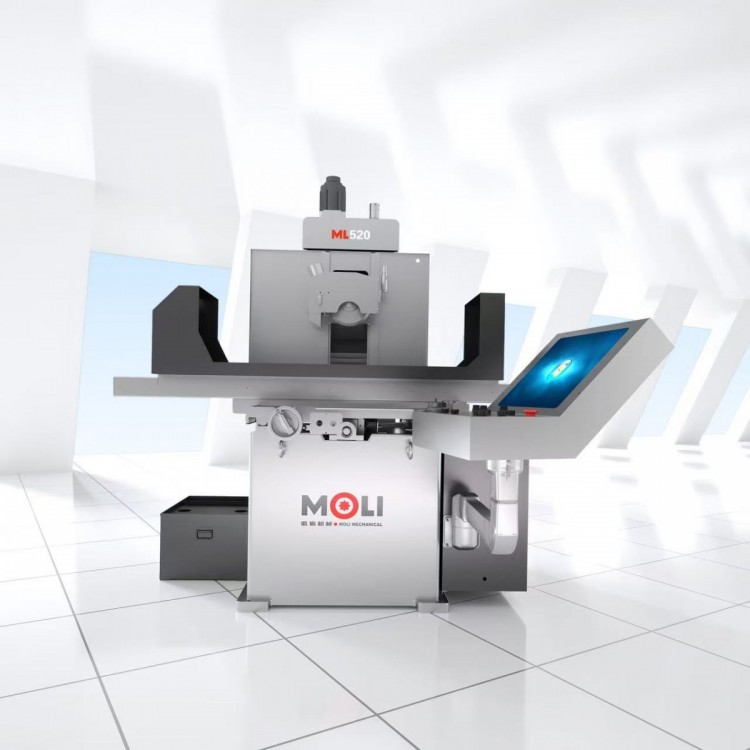






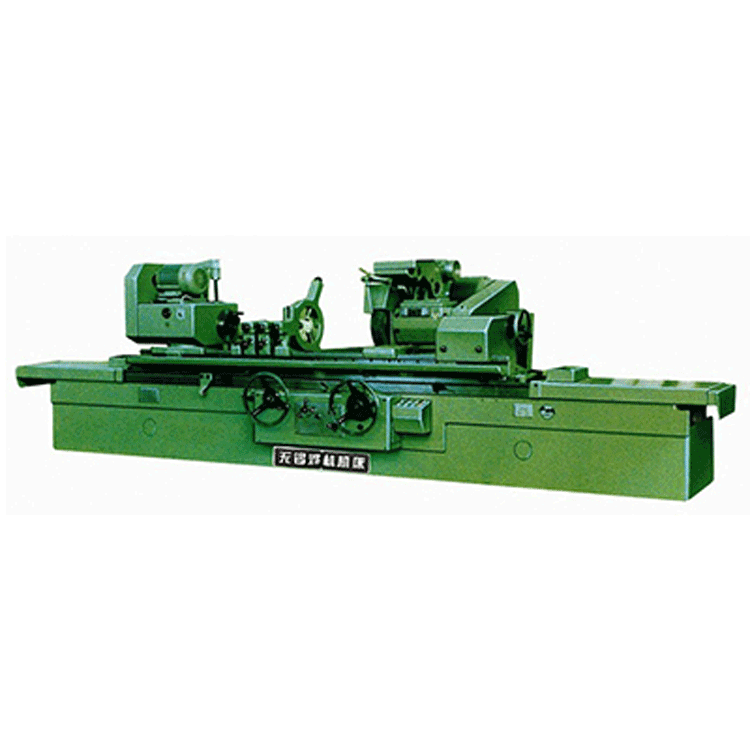
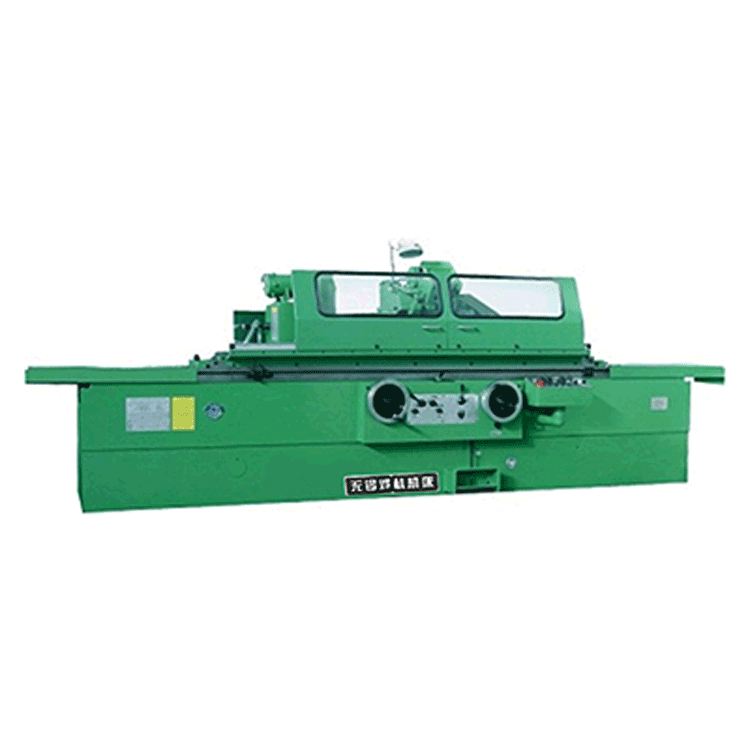
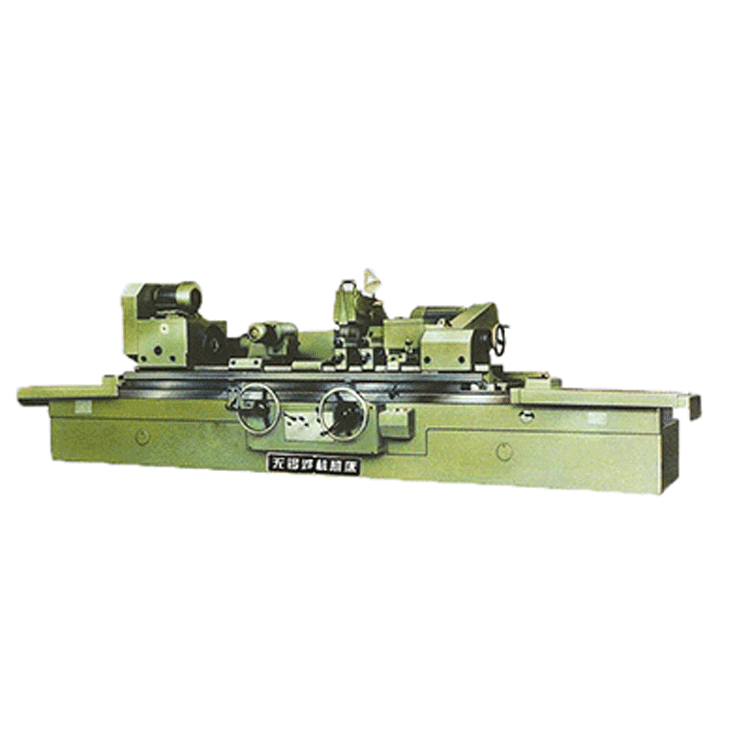
M1080B Centerless Grinding Machine
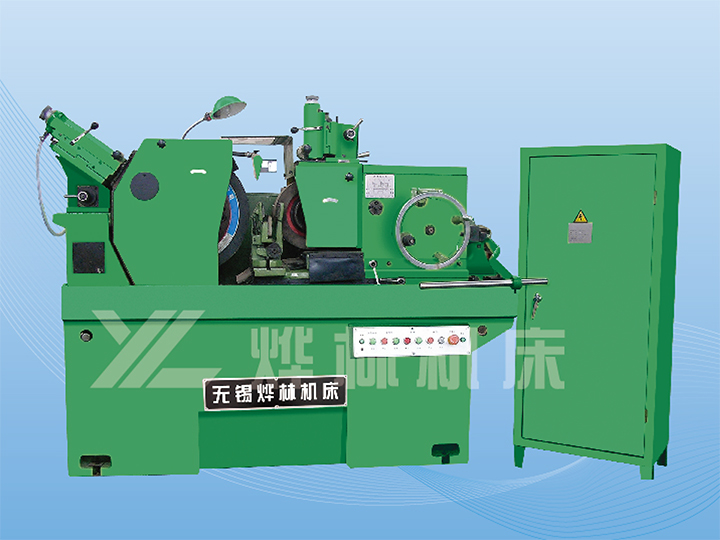
There are typically three grinding methods for无心磨床, namely: through-feed, in-feed, and in-feed-through-feed.
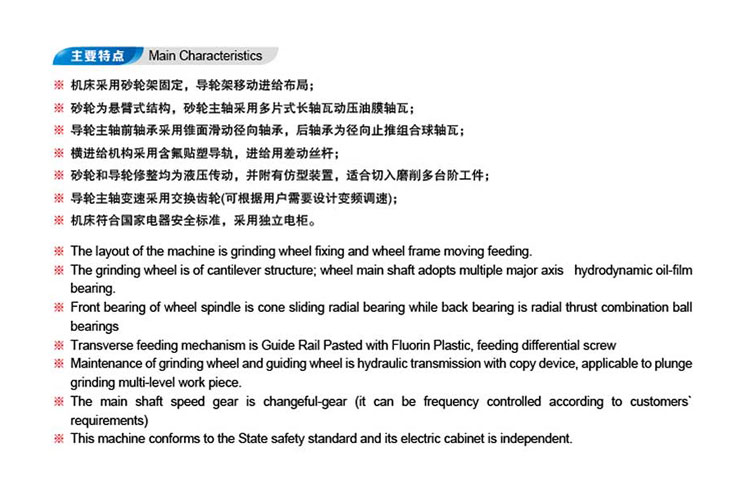
During the operation of the centerless grinding machine, compared to other grinding machines, it has the following performance advantages:
1. Continuous processing with no need for tool retraction, short setup and copy time for workpieces, and high production rates.
2. The bracket and guide wheel positioning mechanism offer superior rigidity compared to standard outer circular grinding machines, allowing for greater cutting volumes. This is particularly beneficial for the processing of slender shaft-type workpieces, facilitating both high-speed and high-force grinding.
3. Wide abrasive grinding wheel centerless grinding machines with through-type structures can increase the machining allowance each time, allowing for sequential grinding of complex contours or multi-wheel grinding during engagement, resulting in high production rates and broad application scope.
4. The workpieces for the outer cylindrical grinding machine are located on the locating device with their outer circles. The grinding allowance is the excess on the workpiece diameter. Therefore, the wear of the abrasive wheel, the compensation of the feed mechanism, and the positioning precision error of the cutting-in mechanism all affect the diameter size accuracy of the parts. Only half the amount of a standard outer cylindrical grinding machine is required, no need for a center hole, and it is easy for pre-and-post material handling automation.