




















SES-TH804-KFMelted Tip Electroslag Welding Melt Tip Box Beam Melt Nozzle Electroslag Welding Tube Electroslag Welding Gun
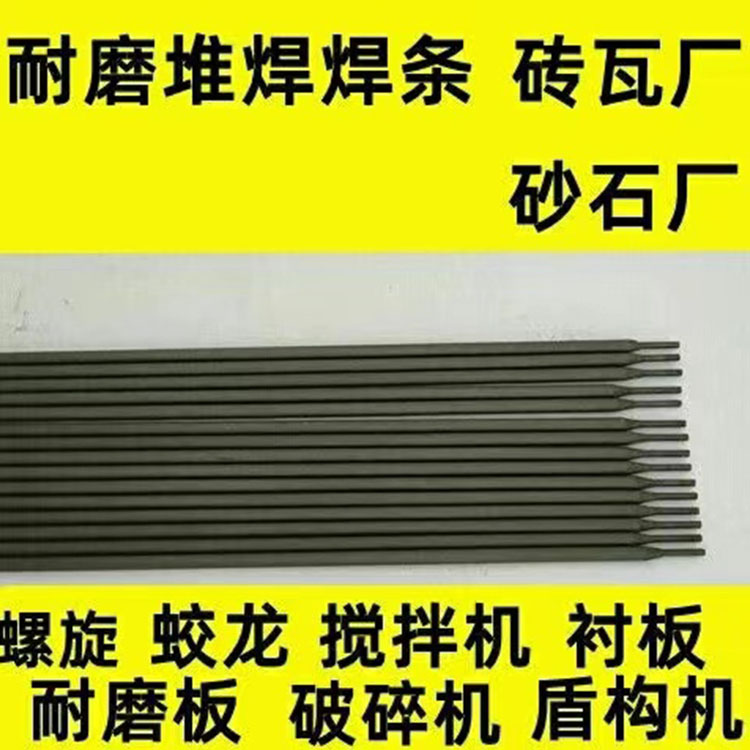
TH.SES-1XThe melting nozzles are primarily used for welding interior partitions in box-type columns of steel structure buildings, as well as for welding thick plates in blast furnaces, converters, hot blast stoves, large containers, and generator bases. Suitable steels such asQ235、Q345、Q390Or JapaneseSS-41 SM-50AAndSM-50BIn general, not applicable for welding with boiling steel. Melt tip配合ZHRMelt-End Electroslag Welding Machine Usage
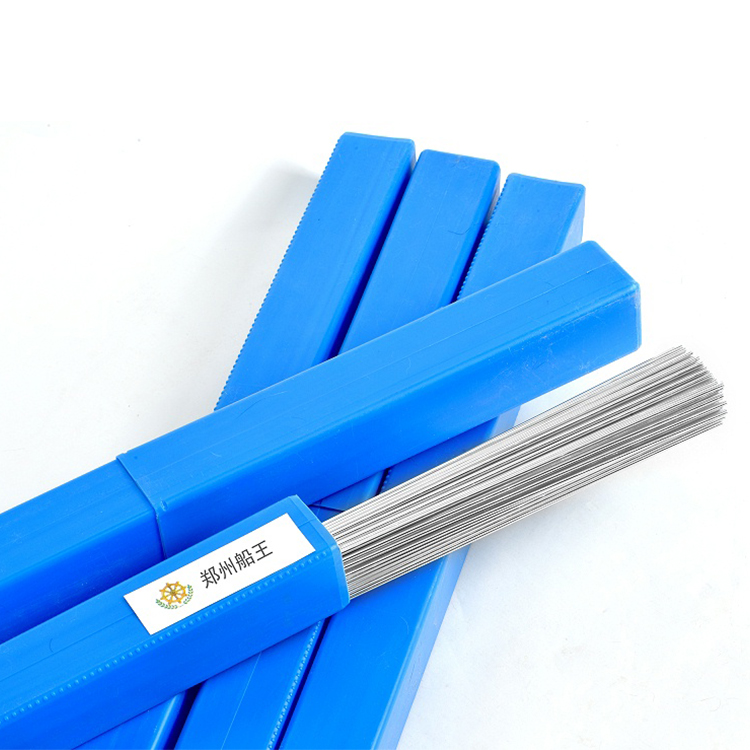
Electroslag welding nozzle specifications availableφ8、φ10、φ12The length of the electroslag welding nozzle is customizable according to customer requirements.
Melt Tip Diameter Internal bore size Available Welding Wire Applicable plate thickness
φ8 φ3 φ2.5 ≤16mm Pipe Electroslag Welding Electrode Tube
φ10 φ3.6 φ2.5 ≤22mm
φ12 φ4 φ2.5 >22mm
Melting tipM6 M8 M10 M12 M14Available in various sizes; can be customized to the length required by the customer.
One10The seamless steel tubes serve as the core, and the surface is coated with fluxes of different compositions based on the requirements of the welding base material.(As for the material used to manufacture box-type beam columns, it is generally nowQ345BSeries, andQ235BSeries)
Section 2: Welding of box-type beam columns using consumable electrode flux cored arc welding. The length of each consumable electrode is determined by the user based on the depth of the box.150To200mmManufacturing: The extended portion is to prevent the high temperature generated during welding from damaging the clamping machine head.
What type of electrode size should be chosen when using熔咀electroslag welding for box-shaped beam columns??Select the thickness of the box panel accordingly, specifically based on the thickness of the internal partitions within the box.(What thickness of steel plate should be used for the partition??It is crucial to accurately determine based on technical quality requirements!)The thickness of the partition is almost the diameter of the welding hole! The outer diameter of the melt tip should be in alignment with the perimeter of the welding hole.3Please provide the Chinese content you would like translated into American English.5mmThe gaps are for continuously and uniformly adding a little slag-forming flux during the welding process.(Generally used in fine, granular form.HJ431Molten type flux, so in special cases where the pores are too small, it can be crushed into a powdered form and added without affecting the welding quality at all! Due to the scientific design of our molten nozzle flux coating, very little flux needs to be added during actual operation.)
Four, during the operation of melting consumable electrode flux cored arc welding, the correct selection of the wire specification and quality passing through the electrode hole should be made. Generally, commonly used wire types include:H08MnA,H08MnMoAWait, specifications include:∮2.5mm,∮3.0mm,∮4.0mmEnsure proper control of the silk feeding speed during operation; both too fast and too slow can affect the smoothness and quality of the welding.
Pipe electrode vacuum arc welding, where the pipe material acts as a melting consumable electrode in a consumable electrode vacuum arc welding process. Simultaneously, welding wire is fed through the pipe holes.

































