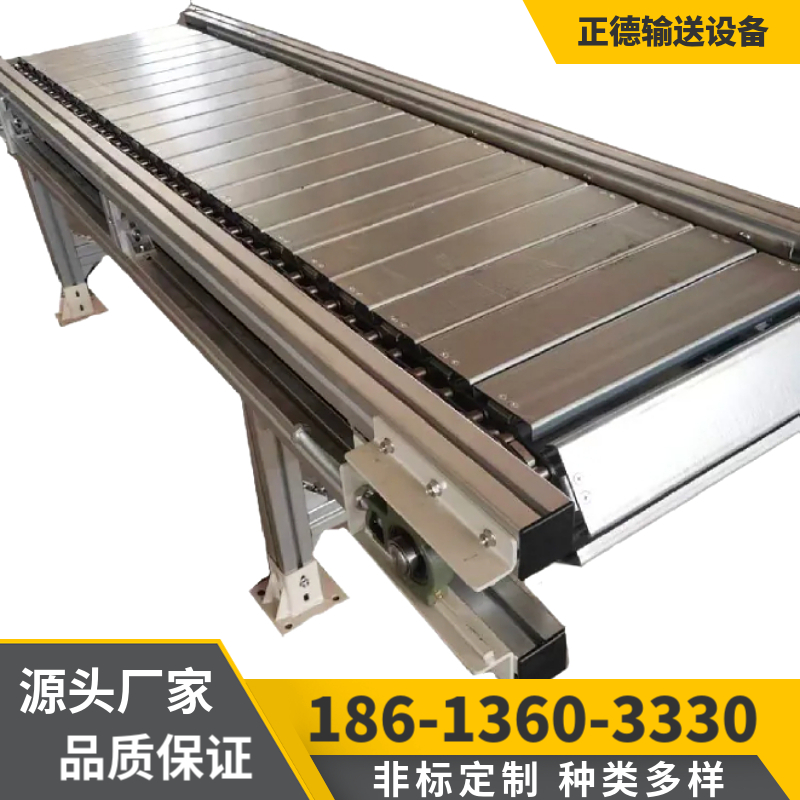
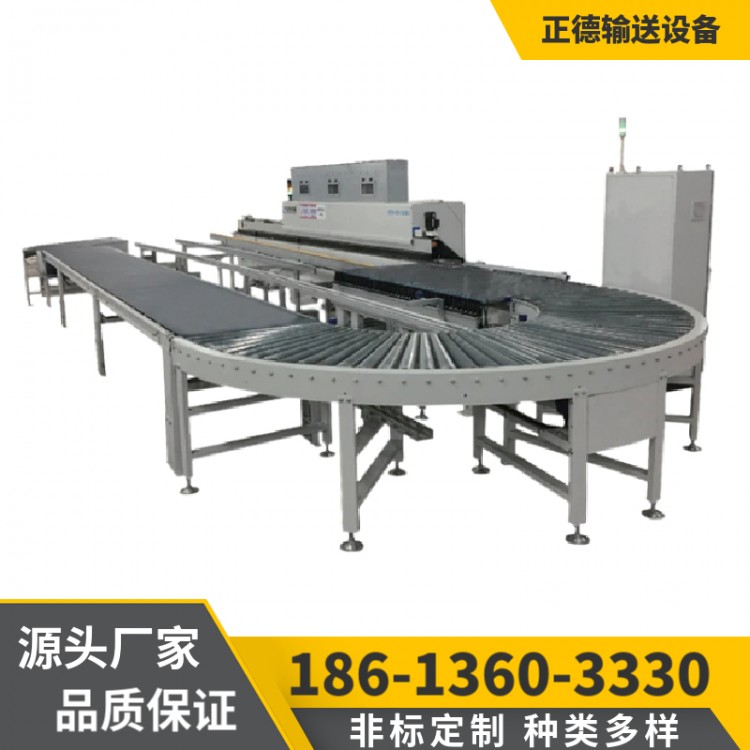











Light-duty conveyors are equipped with three types of drives: worm gear drives, harmonic drive reducer drives, and ultra-lightweight air-cooled electric drums. We recommend choosing the ultra-lightweight air-cooled electric drums. When using overhead belt conveyors, only air-cooled electric drums can be selected.
Installation Requirements
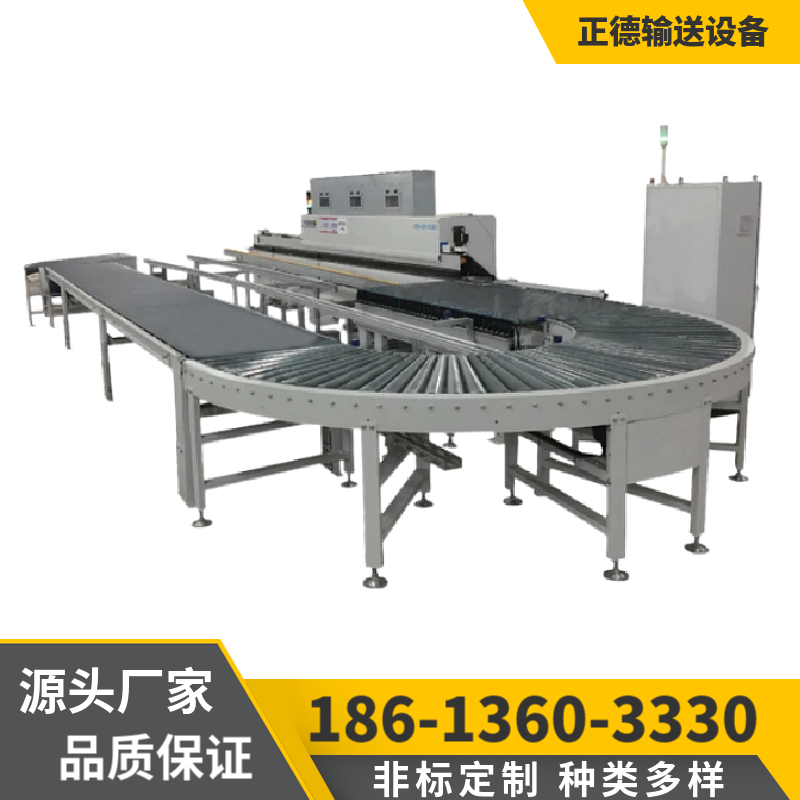
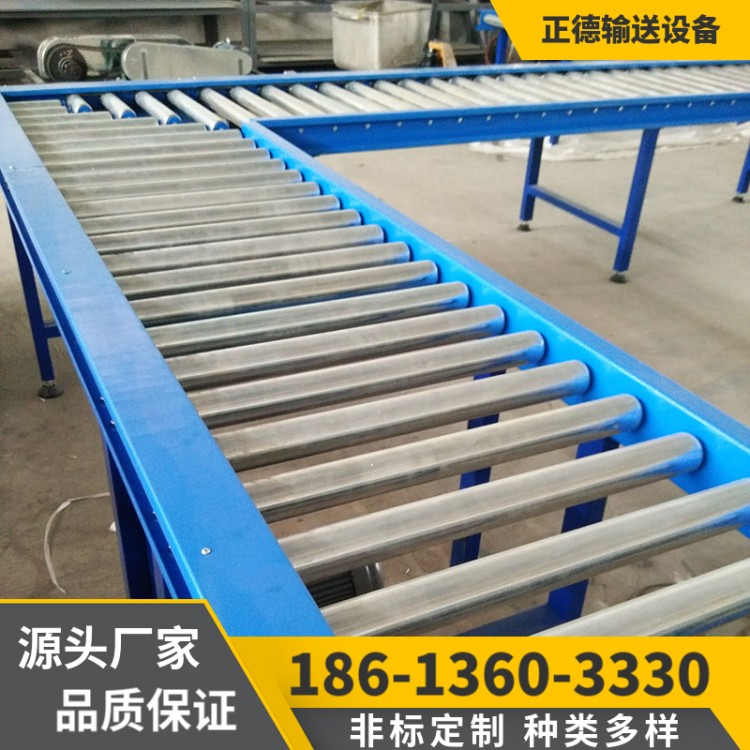
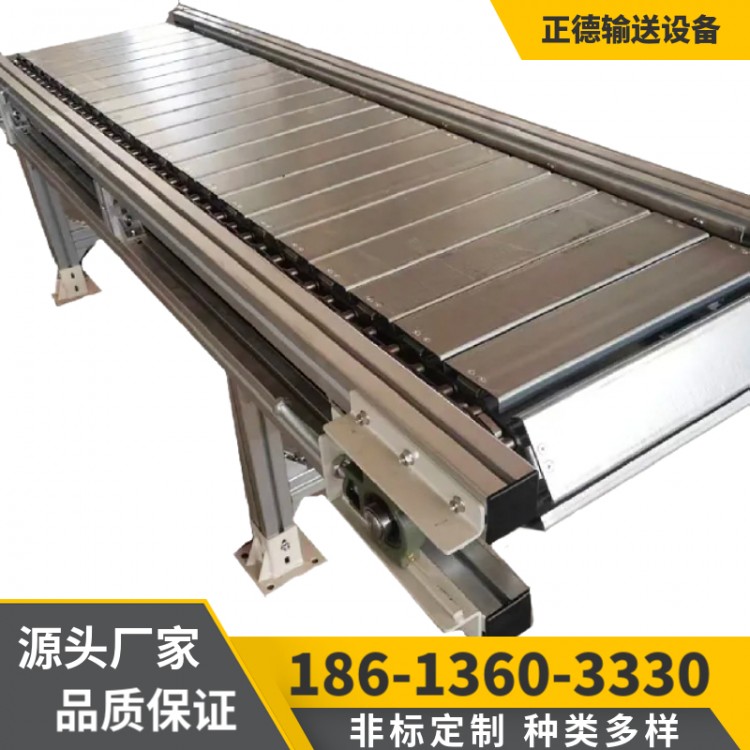
Light-duty belt conveyors are available in two types of configurations: overhead and ground-level.
When using overhead belt conveyors, the head and tail ends should be securely fastened to nearby equipment or the floor with rigid supports, and the overhanging arm length should not exceed 1000mm.
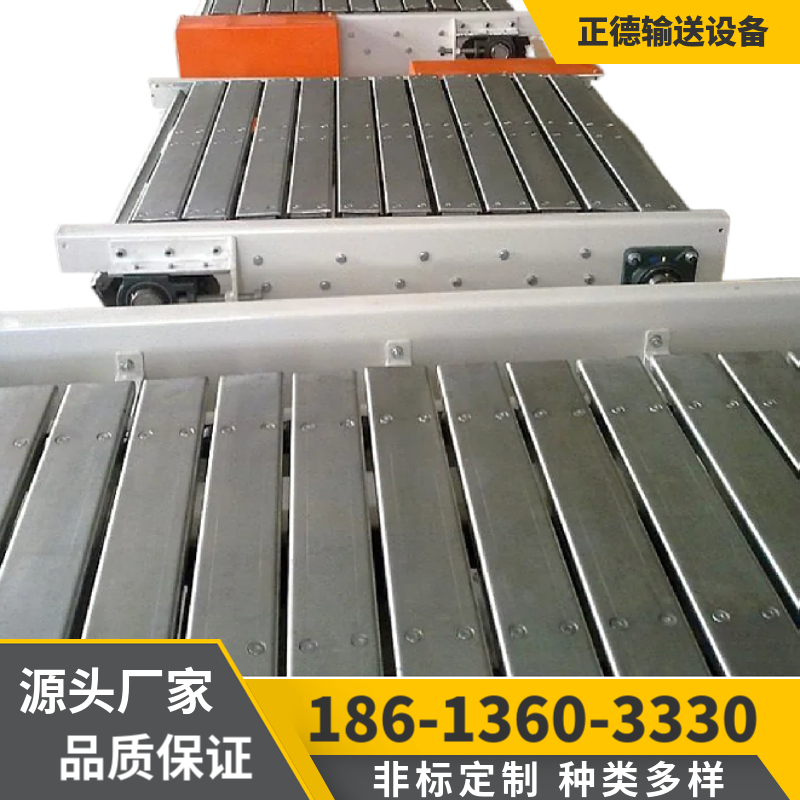
The driving device should be firmly mounted on the rigid bracket or head架 at the top, with no shaking during operation.
<3> The installation technical requirements for the head and tail wheels, upper and lower supports, conveyor belt, and frame, etc., are the same as those for the standard belt conveyor.

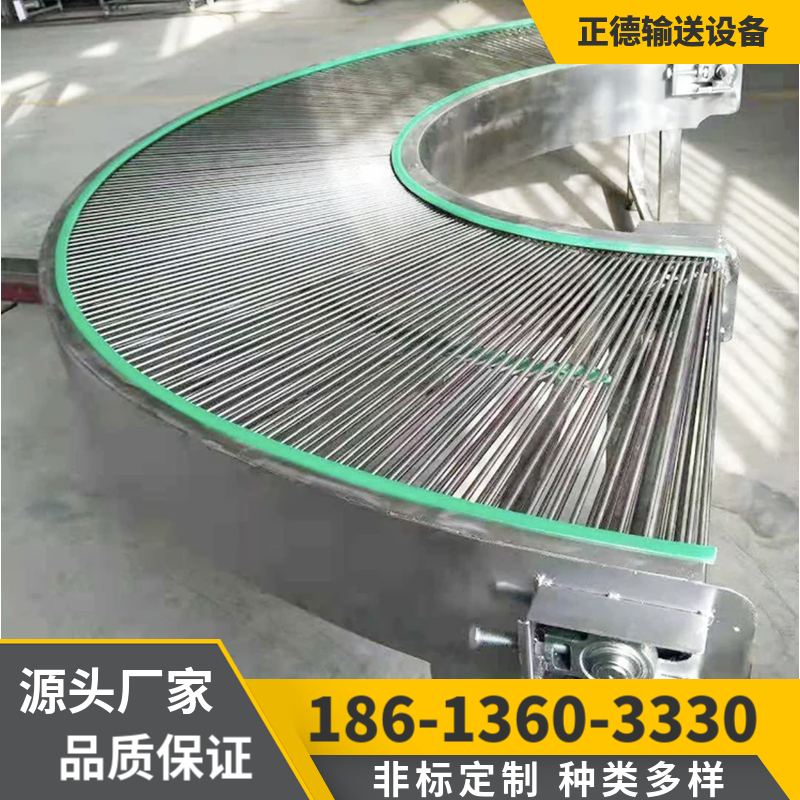
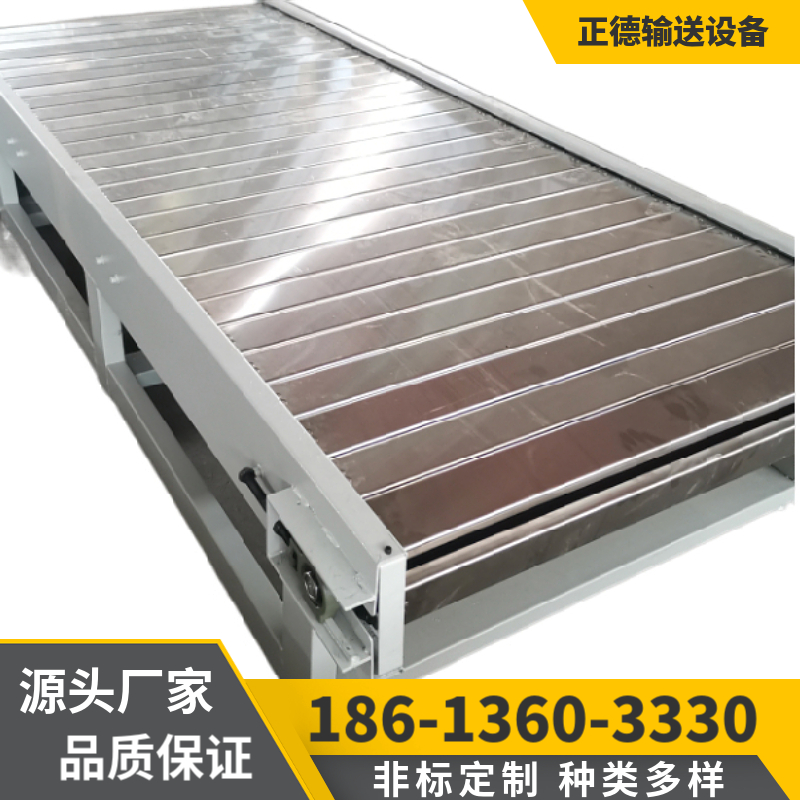
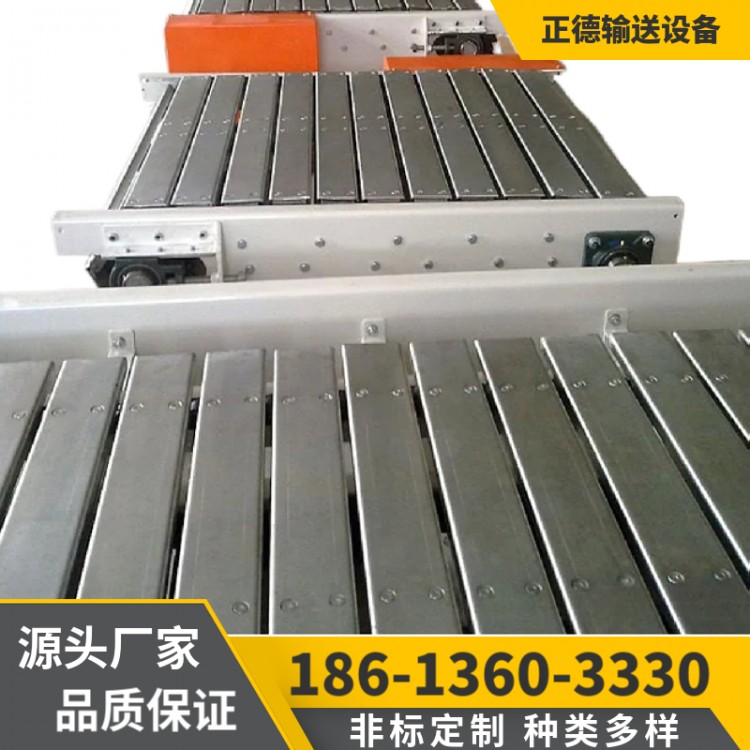
Light-duty conveyors differ from fixed belt conveyors, mainly used in industries such as chemicals, electronics, and food processing. They feature small transportation capacity, low belt speed, and stable operation. Compared to belt conveyors, due to higher precision, the production cost investment is relatively higher. The main specifications include 400mm, 500mm, 600mm, and 800mm, with the height determined based on actual production conditions.
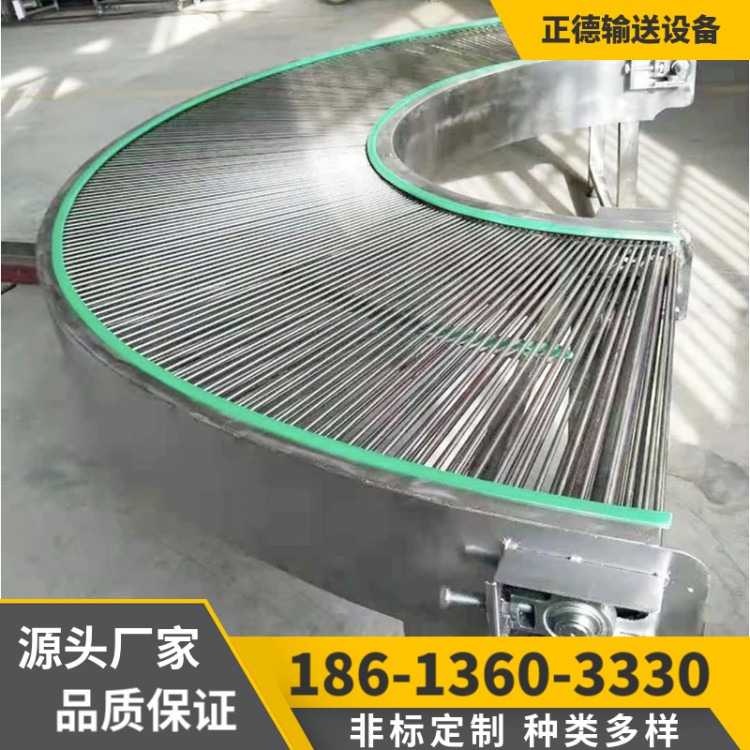
A conveyor type suitable for food, chemical, warehouse, grain, and port industries. It features light load and low linear speed, enabling continuous material conveyance. The conveyor belt is made of white or green food-grade material, sturdy and durable, clean and hygienic. The selection and design are based on other conveying volume and distance (including horizontal length and lifting height) after verification and calculation.