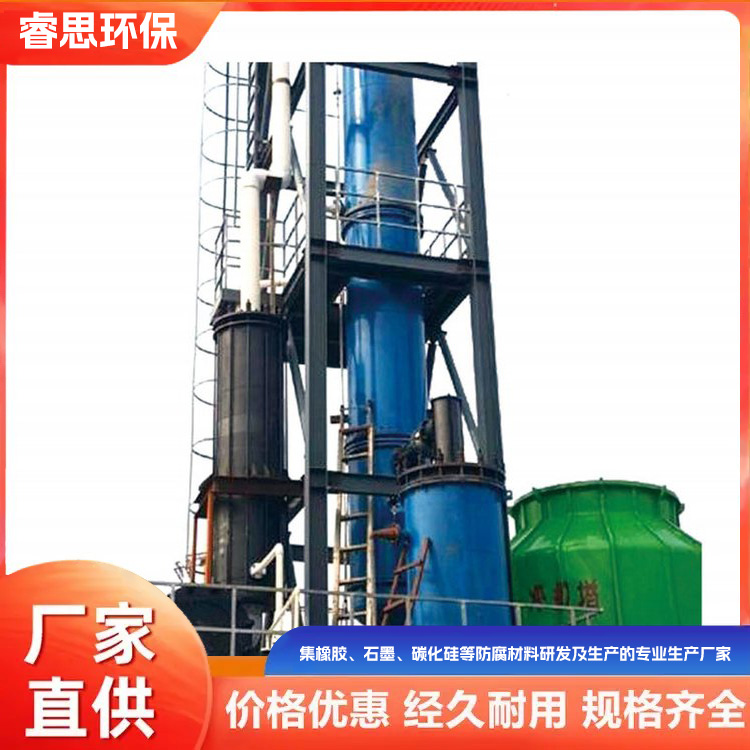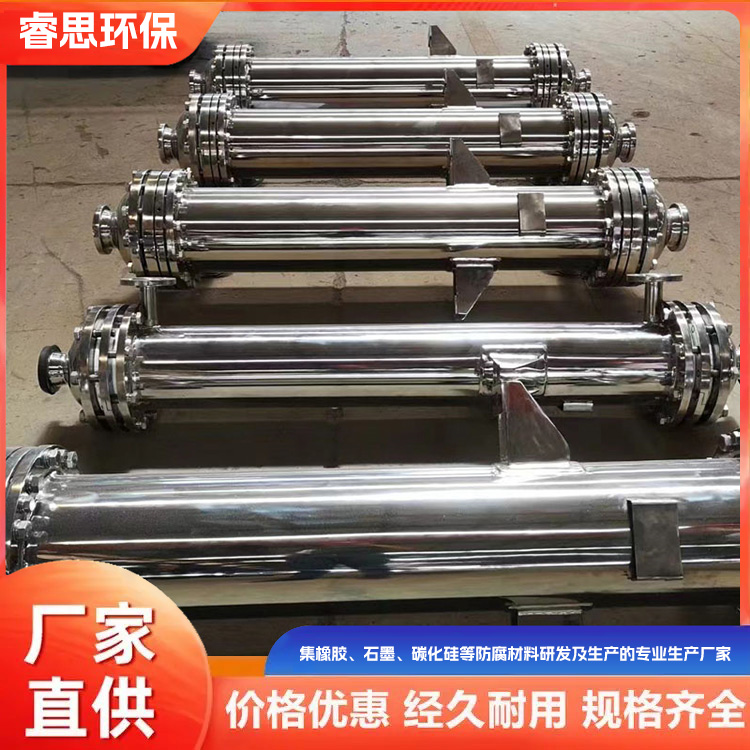












A waste heat recovery heat exchanger is a heat exchanger that can be used to heat air with either flue gas or exhaust gas or tail gas from high-temperature waste water boiler, serving as the heat medium. It is widely applied in air heating and cooling for various processes such as chemical industry, textile dyeing and printing, machinery, chemical fiber, food, rubber, metallurgy coating, wood drying, leather, and plastic.
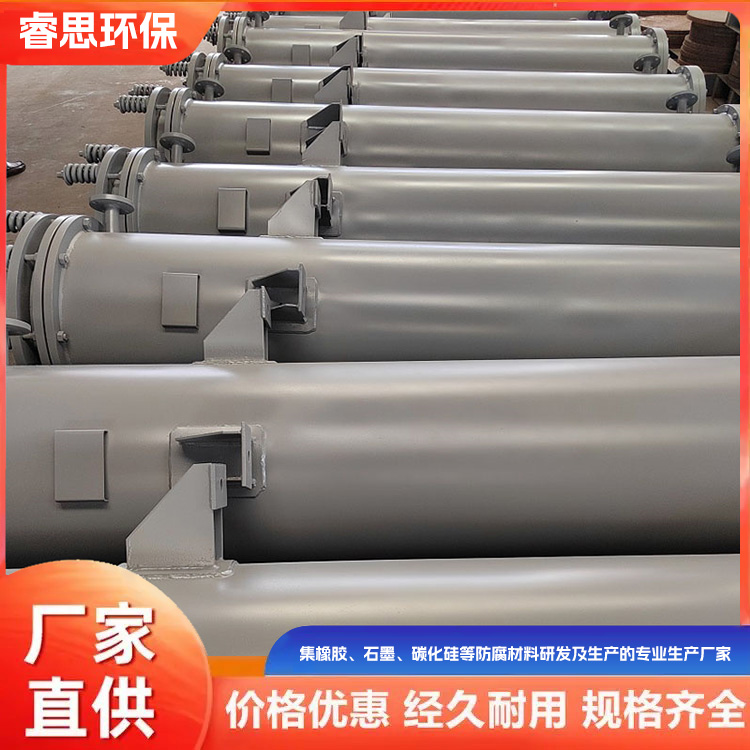
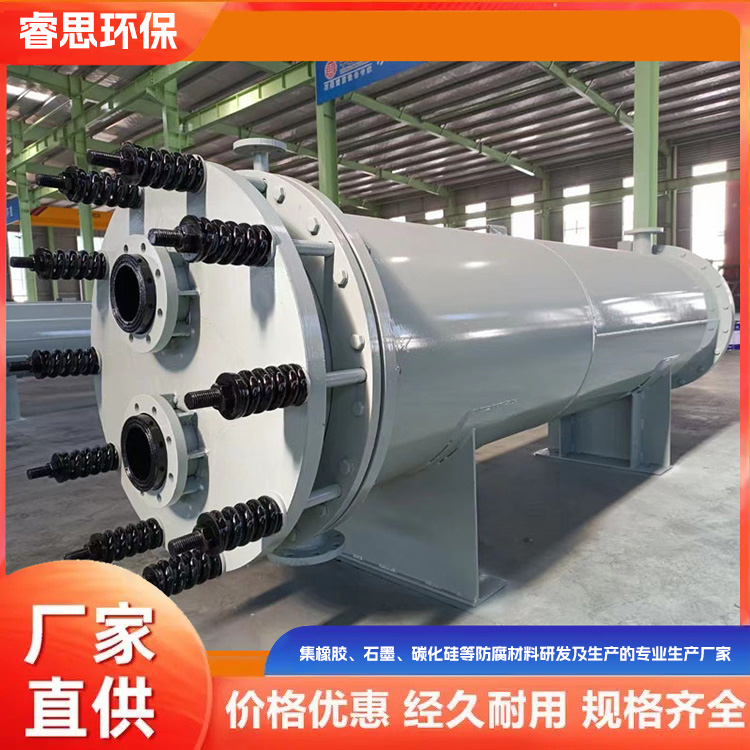
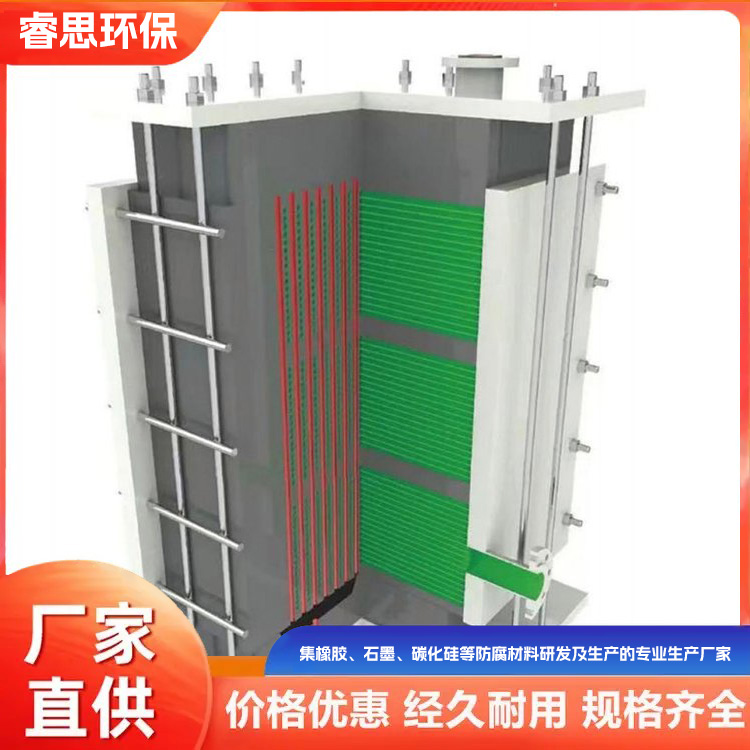
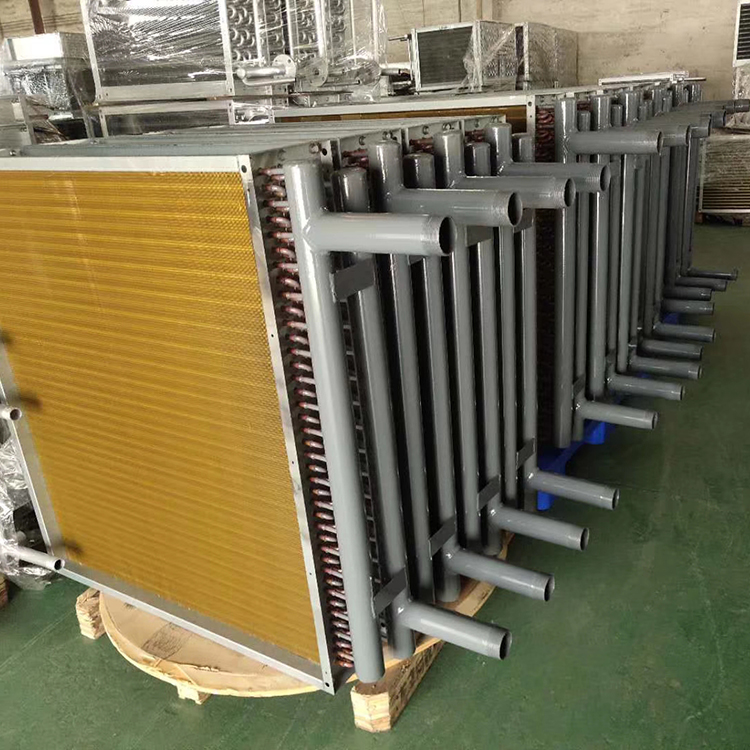
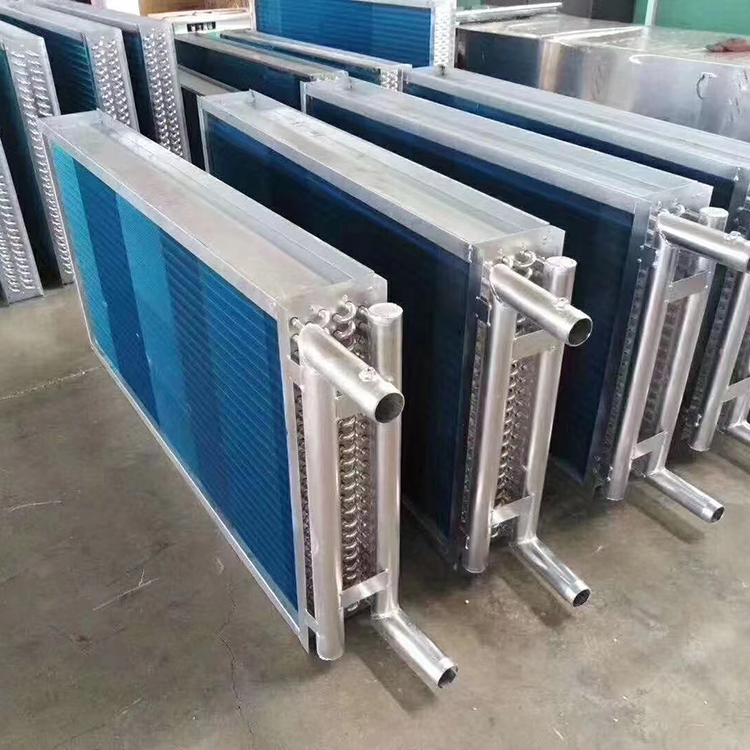
Heat recovery utilizes gas-to-gas heat exchange, extracting thermal energy from high-temperature waste smoke to generate new air for production or heating needs. There is also a gas-to-water heat exchange method, which extracts thermal energy from high-temperature waste smoke to produce hot water, used for boiler water replenishment or domestic bathing. The heat exchange tubes are made of φ21x2.0mm seamless steel tubes wrapped around 15x0.5mm corrugated steel strips, forming a spiral shape. They come in three types of fin spacing: 5mm (D), 6mm (Z), and 8mm (X), and are available in stainless steel or carbon steel.
The heat medium pressure of the waste heat recovery heat exchanger is below 2.2 MPa, and the temperature is within 350°C. The cooling tubes and fins are wound by a special winding machine, ensuring tight and stable contact, excellent heat transfer performance, corrosion resistance, long service life, attractive appearance, easy installation, and convenient management.
Industrial emissions release large quantities of high-temperature waste gases, flue gases, and waste heat, which not only waste thermal energy but also pollute the environment. Heat recovery heat exchange equipment utilizes the extracted heat energy from the waste heat and flue gases to produce hot air, hot water, or hot oil for reuse in industrial production, thereby achieving the goals of high efficiency, energy conservation, and environmental protection.