







Modular centrifuge is a centrifuge equipment that can be customized according to the needs of different industries. It can be widely applied in many different industries, and the following are some common industry applications:
1. Food industry: Modular centrifuges play an important role in the food processing industry and can be used for separation, purification, and concentration of juices, dairy products, edible oils, and more. Centrifuges can also be used for the extraction and dehydration process of food materials, improving production efficiency and product quality.
2. Pharmaceutical industry: In the pharmaceutical industry, modular centrifuges are widely used for material preparation and separation, extraction and purification of biological products such as proteins and cells. Centrifuges can quickly and effectively separate biological particles of different densities and sizes, ensuring the purity and quality of products.
3. Chemical industry: The chemical industry is another important application area of modular centrifuges, which can be used for the separation and purification of chemicals and solvents, as well as for environmental protection fields such as wastewater treatment and sewage treatment. Centrifuges can help companies improve production efficiency, reduce costs, and protect the environment in chemical processes.
4. Biotechnology and Life Sciences: In the fields of biotechnology and life sciences, modular centrifuges are widely used for the extraction, separation, and purification of DNA, RNA, and proteins, and can be applied in technical fields such as cell culture, cell separation, and quantitative analysis. The application of centrifuges in the field of life sciences helps to promote the progress of scientific research and accelerate the process of new drug development.
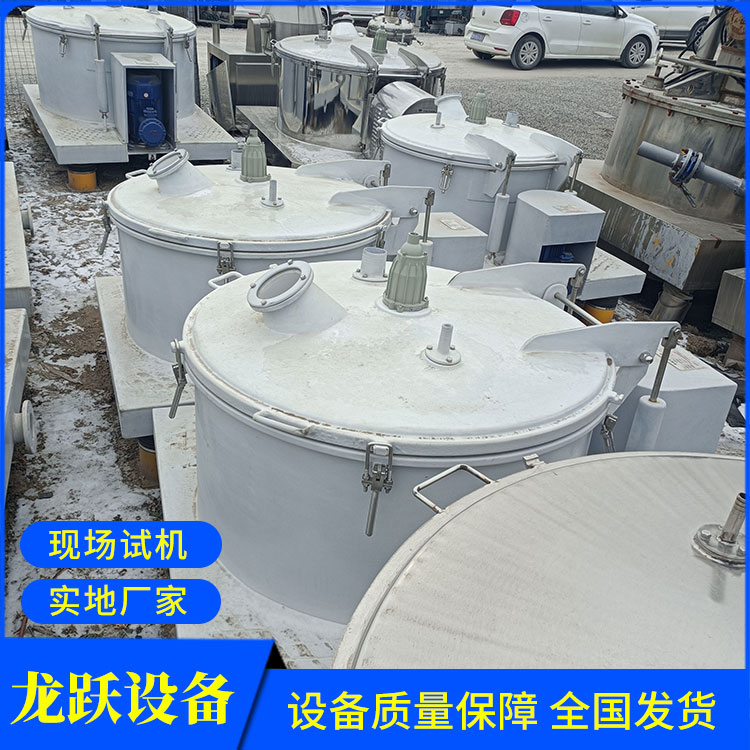
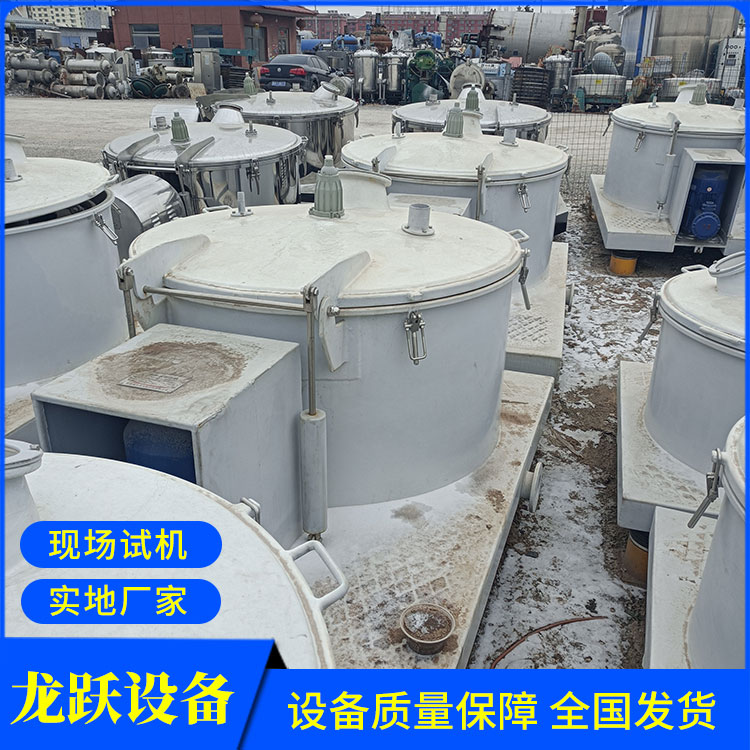
5. Industrial field: Modular centrifuges are also widely used in industrial production processes, such as ore extraction, oil extraction, textile industry, and other fields. Centrifuges can be used to separate solid particles from liquids, improve production efficiency, reduce energy consumption and waste emissions.
In summary, modular centrifuges have a wide range of applications and can meet the needs of different industries, helping enterprises improve production efficiency, enhance product quality, reduce costs, and protect the environment. With the advancement of technology and the continuous expansion of application fields, modular centrifuges will continue to play an important role in providing support for the development and innovation of various industries.