

















XHY-8006 Desulfurization Enhancer
The concept of adding desulfurizing agent
Desulfurization Enhancer, also known as a desulfurization catalyst, primarily consists of high molecular weight catalysts with strong reactivity towards SO2. It is formulated using high molecular substances as the main raw material, processed through atomization, activation, or modified atomization. After being strengthened and modified with advanced technology, it is thoroughly mixed with other inorganic high molecular materials to create a catalytic hydrogenation flue gas desulfurization additive with stable structure and properties.
During the desulfurization process, the reaction rate between limestone and SO2 is controlled by the dissolution rate of CaCO2. CaCO3 exists in water as minute particles, and on the surface of these microspheres, a dual-membrane effect exists, which hinders the dissolution of CaCO3 in water. Therefore, solving the dissolution issue of CaCO3 in water will significantly improve the entire desulfurization process. Desulfurization enhancers are primarily active agents and catalysts for the surface substances of the CaCO3 area, designed to weaken and eliminate the dual-membrane effect, alter the wetting of the solid-liquid interface, enhance mass transfer efficiency at the interface, and promote the absorption of SO2. At the same time, they penetrate into the micropores and cracks on the surface of the CaCO3 microspheres, allowing the mass transfer of sulfur in the liquid to smoothly enter these micropores and cracks. This effectively increases the mass transfer area, strengthens the solubility of limestone, and thus greatly accelerates the reaction rate between limestone and SO2.
Operating Principle
A mixture of lime is prepared into a slurry of a specific concentration, then a certain amount of desulfurization additive is added. The mixture is agitated evenly, pumped into the desulfurization reactor tower via the lime slurry pump. The lime slurry is atomized into fine droplets, which then transfer mass with the flue gas from the boiler. The SO is absorbed by the lime slurry, and the purified gas is discharged through the flue.
Product Features
3.1 Enhance desulfurization efficiency without the need for equipment expansion or modification, easily meeting ultra-low emission requirements. Increase the rate of SO gas transfer and strengthen the absorption of SO to enhance desulfurization efficiency. At the gas-liquid interface, the catalyst can combine with the large amount of H+ ions produced by the dissolution of SO2, allowing H+ ions to transfer from the liquid film to the main liquid phase. The slurry pH value will not drop too quickly due to the dissolution of SO2, and at the same time, the gas-phase resistance is reduced, promoting the absorption of SO2.
3.2 Energy Conservation and Consumption Reduction
Sulfur concentration is within the design range, allowing for: 1) shutdown of part of the absorption tower slurry circulation pump, which reduces the required liquid-gas ratio for the system, lowering the electricity consumption of the desulfurization system and effectively reducing both operation and maintenance costs; 2) savings in the energy consumption of the pulp system ball mill, improving the utilization rate of coarse-grained lime (mesh), and achieving a desulfurization efficiency similar to that of limestone with a particle size of (325 mesh), demonstrating significant energy savings.
3.3 Enhance the flexibility of coal combustion adjustment, desulfurization operation, and standby, while reducing coal combustion costs.
Due to the limited solubility of SO2 and the dissolution rate of solid CACO3, the addition of desulfurization enhancers provides alkaline genes, strengthens the mass transfer factor of the liquid membrane, and not only promotes the dissolution of CACO3 and increases its dissociation rate, reducing the resistance in the liquid phase, but also prevents the pH of the slurry from dropping too quickly due to the dissolution of SO2. When desulfurization enhancers are used, the desulfurization system can operate at a lower pH without altering the existing operational mode. The main boiler can adapt to high-sulfur coal, and the flexibility and stability of the adjustment and desulfurization system are improved, thereby reducing the coal cost for power plants.
3.4 Reduce Lime Stone Consumption
Increase the utilization rate of the desulfurizing agent to reduce its consumption. The catalyst enhances the solubility of limestone in the liquid phase, strengthens the solubility of limestone, and provides an acidic environment conducive to the dissolution of ?AC○3 at the solid-liquid interface, reducing the resistance in the liquid phase and promoting the dissolution of limestone. After adding the desulfurization enhancer, the content of CACO3 in the FGD gypsum sharply decreases, and experiments have proven that it can reduce the consumption by 3%-5% and improve the utilization rate of limestone.
3.5 Increase the dispersibility of limestone, reduce equipment scaling-related downtime accidents
The active components in the catalyst can enhance the surface activity of limestone, increase its dispersibility, reduce its sedimentation rate, and minimize scaling and clogging of equipment.
3.6 Enhance oxidation efficiency, reduce the content of sulfite, and increase the value of FGD by-products.
Desulfurization enhancer reduces the surface tension of limestone slurry, diminishing the critical nucleation radius, strengthens the oxidation of HSO3, facilitating the precipitation of gypsum from CASO and CASO, keeping CAO4 in an unsaturated state, and thus hindering the formation of chemical scale, ensuring long-term equipment operation without scaling.
Desulfurization enhancer effectiveness
Using limestone as the absorbent, a test was conducted to compare the effect of liquid-to-gas ratio (L/G) on desulfurization efficiency with and without the addition of an appropriate concentration of desulfurization enhancer. When the L/G ratio is the same, the net increase in desulfurization efficiency after adding the desulfurization additive decreases as the desulfurization rate (L/G) increases, meaning that at an L/G of 1, the desulfurization enhancer's effect is pronounced. When L/G ≤ 5 L/m³, the desulfurization efficiency is approximately 10 percentage points or more, with a relative increase of 18% in desulfurization efficiency and 26% or more in vapor phase efficiency. After L/G ≥ 5 Lm, the desulfurization efficiency decreases as L/G increases, but still remains above 5 percentage points, with a relative increase of 7% or more in desulfurization efficiency and 12% or more in vapor phase efficiency. When the desulfurization efficiency is the same, the effect of adding the desulfurization enhancer is more pronounced when looking at the required LG changes to achieve the same desulfurization efficiency. Calculations show that to achieve the same desulfurization efficiency, L/G1 is only 60%-73% of L/G2, and the reduction in L/G is more significant as L/G increases, indicating that the desulfurization enhancer can effectively reduce system operating costs. Overall, adding the desulfurization enhancer can increase desulfurization efficiency by about 30-50 percentage points for flue gas with varying SO2 concentrations at different inlet ports, which is quite beneficial for flue gas with higher concentrations of SO2.
4.1 Post-addition of desulfurization enhancer, SO2 achieves ultra-low emission requirements.
Many old factories are installing new desulfurization towers to meet ultra-low emission requirements. The desulfurization retrofit accounts for over 70% of the total ultra-low cost. Later operations and maintenance, as well as spare parts, incur significant expenses. By adding a desulfurization enhancer, the desulfurization tower's efficiency improves by 5-8%. Without altering the desulfurization tower, the outlet emissions can reach ultra-low emission standards, greatly reducing the secondary investment.
4.2 Effect of Desulfurization Enhancer on Slurry pH Value
To assess the impact of desulfurization enhancer on pH levels, we measured the pH values at the inlet and outlet of the desulfurization tower as they varied over time during the process. It can be observed that adding an appropriate concentration of desulfurization enhancer can lower the peak pH and slow down its fluctuations, indicating that the desulfurization enhancer acts as a buffer for pH levels, thereby accelerating the overall mass transfer reaction rate and benefiting the improvement of desulfurization efficiency and the utilization of limestone.
4.3 The effect of desulfurization enhancer on the particle sedimentation in slurry
A certain concentration of slurry is prepared, stirred thoroughly, then allowed to settle naturally, with its settling velocity observed. The experimental results show that the addition of desulfurization enhancer significantly slows down the settling velocity. Without the enhancer, the slurry clearly separates into a clear liquid layer and a slurry layer after 3 hours of settling, similar to the condition after 30 hours. However, with the enhancer, the slurry separates into three layers after 5 hours of settling, with the clear liquid layer accounting for 50% of the total volume, the dilute layer 87.0%, and the thick slurry layer 8.0%. At this point, the dilute slurry and thick slurry layers contain approximately 1/3 and 2/3 limestone, respectively. After 30 hours of settling, the dilute slurry and thick slurry layers account for 85% and 10% of the total volume, with the limestone content being approximately 1/6 and 5/6, respectively. It is evident that the addition of the desulfurization enhancer greatly reduces the settling velocity of limestone.
4.4 Influence of Desulfurization Enhancer on Slurry Viscosity
The viscosity of the slurry before and after the addition of desulfurization enhancer demonstrates that whether it is lime slurry or limestone slurry, the addition of the desulfurization enhancer slightly reduces the viscosity in both cases, indicating that the desulfurization enhancer has a function of reducing slurry viscosity.
4.5 Additional Functions of Adding Desulfurization Enhancer
Corrosion and scale prevention, by adding a certain amount of desulfurization enhancer, has a certain effect on reducing the rate of scaling and corrosion, and can improve the performance of the scale layer, making it easier to rinse with water. It significantly reduces the concentration of S2O in the circulating tank surface, thereby greatly improving the working environment. Without desulfurization enhancer, the S2O concentration is 50-80 ppm; after adding the desulfurization enhancer, the S2O concentration drops to 10-3 ppm. From the reduction perspective, the desulfurization enhancer has the effect of accelerating the overall reaction rate.
5. Alter the coal source types, make rational use of resources, and reduce coal combustion costs.
For instance, using 2016 as a reference, the power plant with a total installed capacity of 4×600,000 kW, after using our company's desulfurization additive, the economic benefits brought to the power plant are analyzed as follows:
Firstly, a price survey of coal with different sulfur contents reveals that, with a reference price of coal at 5500 Kcal of low calorific value from a certain location, the survey shows that for every 1% increase in sulfur content, the price decreases by more than 30 yuan per ton. Under normal circumstances, a 60万千瓦 power unit consumes approximately 5500 tons of coal per day, so four such units would consume about 22,000 tons per day.
After using desulfurization additives, the desulfurization efficiency can be increased by 30-70% or more. Based on practical experience and theoretical calculations, the effect is to raise the upper limit of the designed fuel sulfur content from 1% to over 2%. In actual operation, considering the inherent anti-corrosive capability of the unit, it is completely feasible to increase the actual coal sulfur content from 1% to 1.3% (if the unit has good endurance, the upper limit can be raised to 1.5% or higher, with 70% of 1% sulfur coal mixed with 30% of 2% sulfur coal).
Next, save energy consumption of pulp circulation pumps, reduce equipment wear and tear.
In the actual operation of desulfurization, slurry circulation pump
The desulfurization tower of this power plant requires all four slurry circulation pumps (with a power of 1400KW each) to be operational around the clock for continuously extracting and transporting limestone slurry. In this scenario, by adding a certain amount of desulfurization additive while ensuring compliance with emissions standards, the operation cost can be reduced by shutting down one slurry circulation pump. The electricity cost savings are as follows in the table:

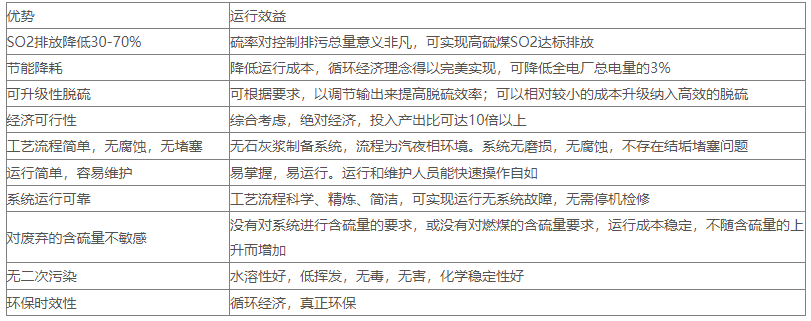
6. Superior operational efficiency