






Scope of Application
Widely used in various heating fields, such as food, building materials, wood, gypsum wire, surface coating, ceramics, chemical, kiln and other drying processes; Dissolve metals such as molten aluminum; Automotive painting; Galvanized; Air heating; Supplement hot air, waste gas incineration, etc.
IS-AH-MA New Wind Series
This series of burners is suitable for heating systems that supply fresh air and process air, and can generate odorless and smokeless flames. It is widely used in the drying fields of food, building materials, wood, gypsum wire, surface coating and other processes. Can be directly installed in air ducts and modular air conditioning units.
The direct burner must ensure that it does not exceed the effective NOx and CO limit values specified by the equipment installation location, and comply with the effective emission limit requirements of the equipment installation location.
Direct combustion heating is ignited in the form of a combustion engine.
Adopting a linear direct combustion natural gas burner.
The adjustment ratio of the combustion engine is ≥ 30:1, and the requirement for adjustment ratio above 10FT is ≥ 60:1.
The emission of harmful substances from the combustion engine should meet safety emission standards. The combustion engine configured in the system should have CO<5ppm and NO2<0.5ppm in the heat output state. The burner should be equipped with a CO detector and a gas leak detection device.
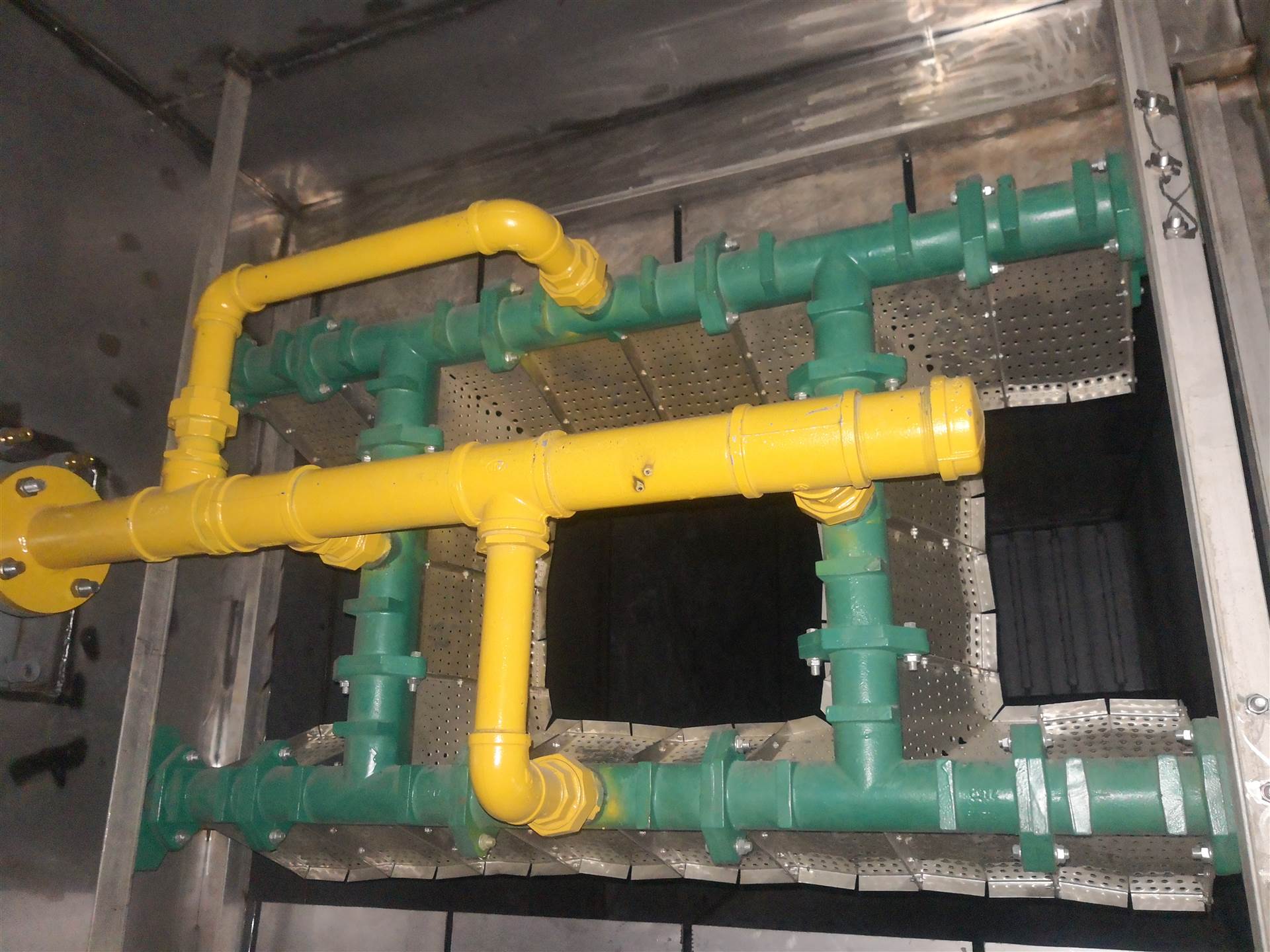
Double shut-off valves must be installed on the main gas pipeline and display the valve position switch status.
An independent ignition pipeline system must be equipped, and the ignition pipeline system must be equipped with double shut-off valves, pressure regulating valves, micro adjustment valves, etc.
The combustion engine control box has functions such as automatic small ignition, automatic large ignition, automatic temperature control, high temperature protection, fault alarm, etc. It also has gas high and low pressure alarm lights, burner fault and operation display, etc.
The burner is uniformly controlled by the air conditioning control PLC, and the control of the burner should be interlocked with the external fan (the burner can only be started after the fan is started). The burner brand is adoptedinternational brandIt must be a complete set of products and non-standard assembled products are not accepted.
The system needs to be equipped with the following safety protections: fan interlock, wind pressure interlock, gas low-pressure interlock, gas high-pressure interlock, pipeline system leak detection interlock, high temperature protection interlock, UV monitoring interlock. The wind pressure switch has a three-way solenoid valve self check function.
To ensure the integrity and safety of the air conditioning system, the combustion engine manufacturer should provide installation side panels (with sealing and opaque functions) for the natural gas pipeline of the combustion engine and the side wall of the air conditioning.
The requirements for air supply temperature parameters and uniform air supply temperature should be ensured.
The combustion chamber should provide a detailed description of the manufacturing measures to improve combustion cleanliness, the manufacturing measures to fully heat the air, and the control measures to avoid the formation of vortices caused by the mixing of humid and hot air.
The burner, valve group pipeline and air conditioning connection flange of the burner must be pre assembled by the burner manufacturer for the control system. The valve group pipeline outside the air conditioning box must be supported, and the control system must be pre wired and tested to be qualified before leaving the factory.
The burner valve group is installed on the outer side of the heating section of the air conditioning box, and there is a maintenance door left in the heating section for equipment installation and maintenance.
Safety protection devices should be installed before and after the burner.
The components of the burner configuration need to be designed according to the cross-section of the equipment to ensure that air can enter uniformly and be heated.
A stainless steel orifice plate should be installed at a sufficient distance from the burner.
Adequate space should be reserved between the burner and the next functional section to avoid local heating and overheating.
The burner is equipped with a natural gas valve assembly that complies with the fire prevention and combustion system safety regulations of EN746-2, and is equipped with a natural gas leak sensor.
Need to monitor the pressure difference of the heated air.
The burner needs to be equipped with a controller with stepless regulation, a temperature regulator, and a safety temperature limiter.
The burner monitors the main flame and ignition flame through UV detection.
The natural gas valve assembly should have two natural gas sensors, which transmit alarms from the fire protection system; The valve group is equipped with the following devices: shut-off valve, natural gas filter, pressure gauge with pressure button switch, safety shut-off valve, pressure regulator, air pressure monitor (minimum and), solenoid valve, leakage natural gas valve, ignition natural gas valve, and control valve with position valve.
The air guide plate and mixing plate are made of high-temperature resistant stainless steel material, and the combustion body is made of aluminum material. The air distribution plate should be made of high-temperature resistant stainless steel plate with a thickness of not less than 3mm and fixed inside the air conditioning unit box. The distance between the air distribution plate and the burner nozzle is determined by the air conditioning manufacturer and burner manufacturer. The structural design drawings of the air distribution plate must be provided during bidding.
Requirements for selecting natural gas burnersinternational brand。
Equipped with combustible gas alarm device.
IS-RA complete set of proportional control burner
This series of products is a nozzle hybrid burner designed for direct air heating, indirect air heating, and kiln applications, with a temperature of up to 1370 ° C. It includes a combustion fan and an air/gas ratio regulating valve, which can achieve a 40:1 ratio and automatically adjust the air-fuel ratio to maintain a constant ratio and ensure combustion stability. Widely used in baking paint drying, textile heating, papermaking machinery, printing machines, coating drying, grain drying, chemical drying, plastic foaming furnaces, food baking, etc
IS-TJ series burner
This series of products is direct ignition, and its main feature is high flame speed. The burner has NOx emissions, and the integrated gas air orifice plate simplifies the piping, installation, and adjustment of the burner. The air and gas inlet can be adjusted 90 degrees to accommodate various types of piping. There are 14 sizes with combustion capacities ranging from 44KW to 5860KWr. All models can use preheated combustion air. In addition, it is easy to install, operate, and maintain, with good durability and reliable performance. Widely used in tempering furnaces, quenching furnaces, reheating furnaces, fluidized bed dryers, thermal oxidation furnaces, non-ferrous metal melting, ladle baking, glass annealing furnaces, environmental protection industries, preheating air and other fields.
Indirect combustion system
This system belongs to a clean and energy-saving indirect heating device, which is a fully integrated system including a heat exchanger, combustion chamber, burner, combustion fan, and gas valve group. The heater body is made of high-temperature alloy. Mainly used in a series of processes such as circulating ovens and dryers where hot gases must be isolated from combustion exhaust gases. The burner, combustion chamber (heat exchanger), and exhaust gas pipeline in the indirect air heater configuration industry form an independent unit, which is easy to install and provides performance.
This device integrates heat transfer between the combustion furnace body and the radiation section, with the combustion furnace body directly serving as the body of radiation heat transfer, greatly increasing heat transfer intensity while reducing equipment volume and consumables.
The principle of this heating device is that the fuel is fully burned in the combustion chamber, and the hot flue gas after combustion is exchanged for fresh cold air through an efficient plate heat exchanger. The specific process is as follows: the fuel and the required combustion air are introduced into the furnace through an external combustion machine for full combustion. The burned flue gas undergoes high-intensity radiation heat transfer and forced convection heat transfer to the clean air in the air duct through the furnace. Then, the flue gas enters the high-efficiency plate heat exchanger, undergoes forced convection heat transfer with the clean air in the adjacent channel through the partition wall, and is discharged through the flue gas outlet; Clean air enters the equipment through the air inlet and undergoes reverse forced convection heat transfer with the fuel flue gas in adjacent channels in the high-efficiency plate heat exchanger. Subsequently, the air enters the air duct outside the furnace to receive high-intensity radiation heat and convective heat from the flue gas in the furnace, and enters the drying process system of the clean hot air required by the user through the air outlet.