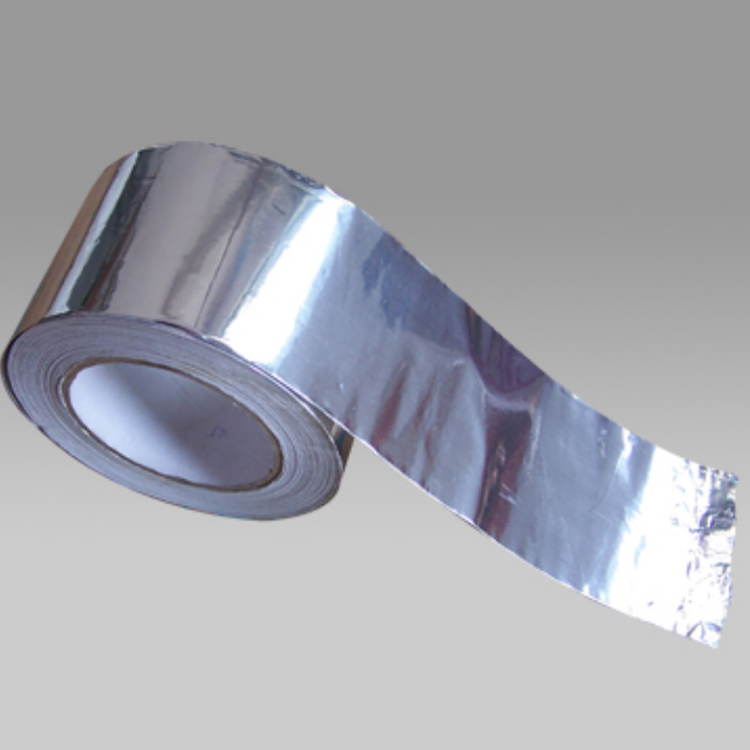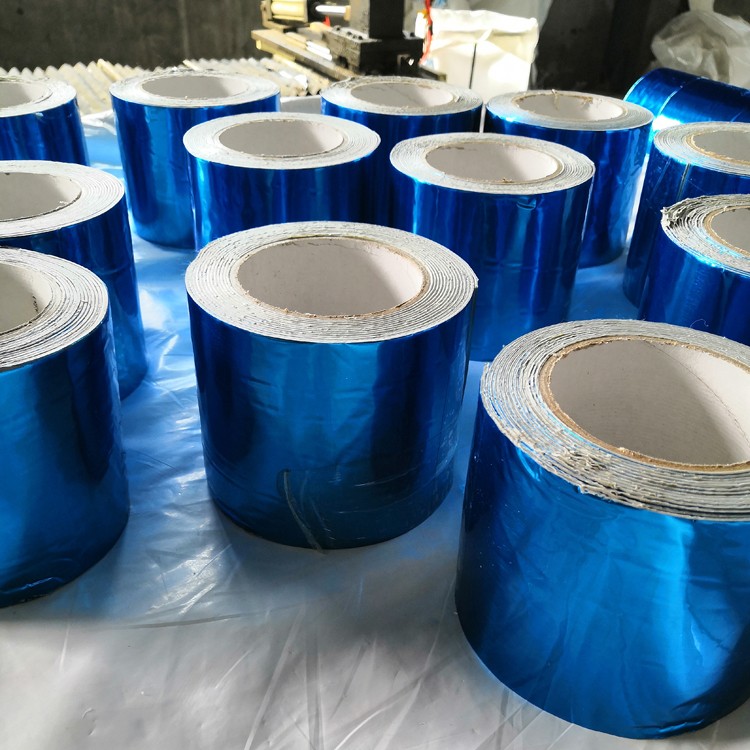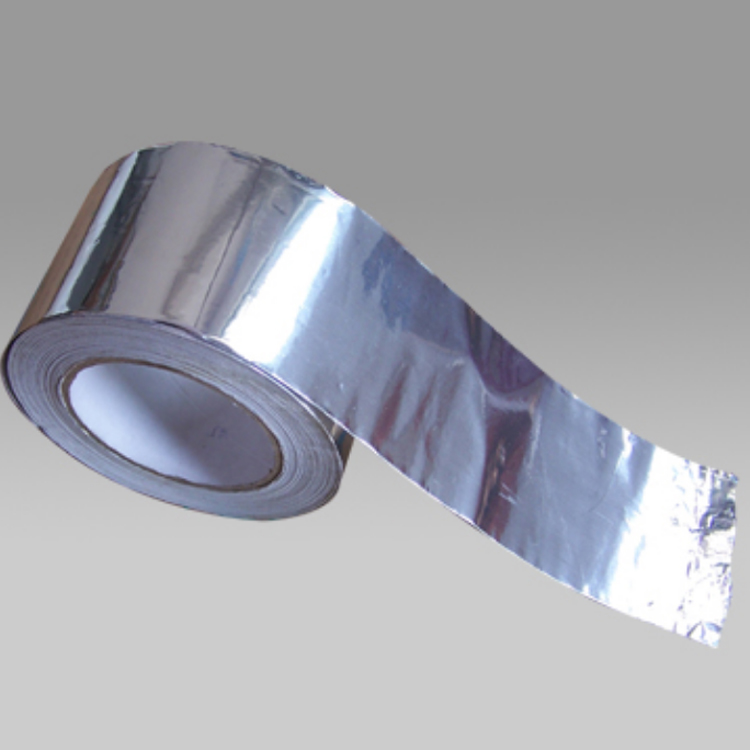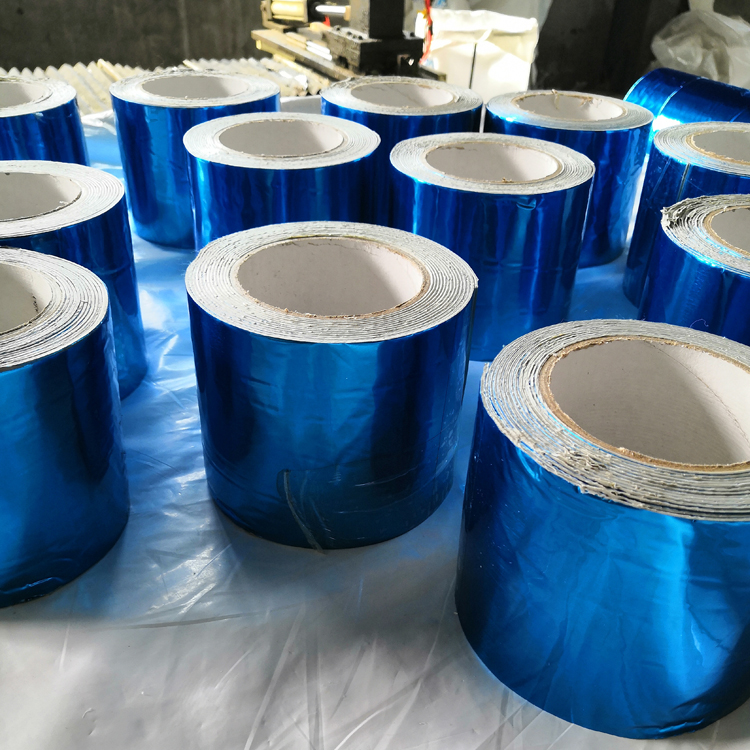
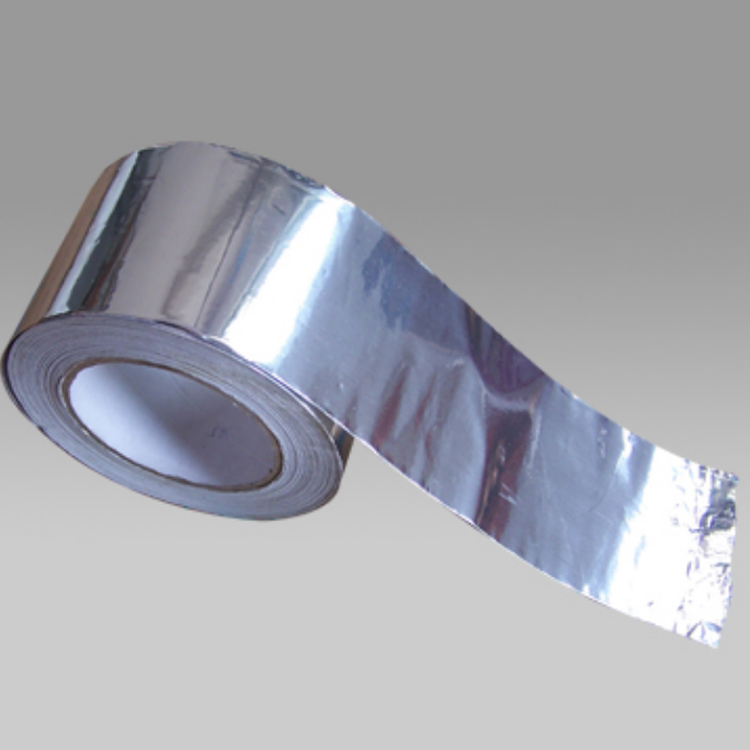












Aluminum foil anti-corrosion tape is a new type of highly self-adhesive external anti-corrosion protection material. The base layer of this product is toughened aluminum foil sheet, and the adhesive layer is made of butyl rubber modified asphalt, covered with a layer of anti sticking isolation film. This product is mainly used for anti-corrosion protection of oil, gas, water, heating overhead pipelines or tower structures in petroleum, chemical, thermal, and urban construction.
Precautions for sandblasting aluminum foil anti-corrosion tape
Due to its excellent anti-corrosion performance, aluminum foil anti-corrosion tape plays an important role in pipeline anti-corrosion and is currently a commonly used anti-corrosion material. What should be paid attention to when sandblasting aluminum foil anti-corrosion tape? Come and learn about it.
There is a lot of residue left on the surface of the aluminum foil anti-corrosion tape after sandblasting cleaning, indicating that the abrasive is prone to breakage, and the quality of the abrasive should be checked. Wet sand can cause sagging, block the abrasive flow valve, or cause unstable abrasive flow. The buffer, oil-water separator, and moisture adsorber of the compressed air system should be checked, and the drain valve should be frequently opened to prevent moisture from being carried in by the compressed air.
When oil spots are found on the cleaned surface, stop the machine and check the oil-water separator, inspect the wear of the air compressor components, and only continue operation after the treatment is completed. The method of stopping the air compressor is prohibited: temporarily suspend the sandblasting operation. A reasonable operation method should be to close the sand pipe valve or fold the sandblasting hose to block sand, and then close the sand pipe valve.
Construction technology of aluminum foil cold wrapping tape
1. General provisions
1.1 When the wind and sand are strong (referring to weather with flying and diffuse sand, where dust and sand may cover the surface of steel pipes, primer, and tape), it is not advisable to apply primer and wrap tape without reliable protective measures.
1.2 It is prohibited to apply primer and wrap tape when the air humidity is above 80% or on rainy days.
1.3 General construction process of anti-corrosion tape:
Steel pipe surface treatment -->brushing primer -->tape wrapping -->repairing damage
2. Surface pretreatment of steel pipes
Surface pretreatment should be carried out according to the following regulations:
1. Remove attachments such as welding slag, burrs, grease, and dirt from the surface of the steel pipe. For pipelines undergoing major anti-corrosion coating repairs, appropriate methods should be used to remove the existing anti-corrosion coating and residue.
2. Mechanical or sandblasting methods should be used for rust removal (if special sandblasting treatment is required), and the quality should meet the St3 or Sa2 level specified in the national standard "Rust Grades and Preparation Grades of Steel Surfaces before Coating" GB/T8923-1998 (See Appendix for level standards)
After rust removal, the defects exposed on the surface of the steel pipe should be treated, and the dust and abrasives attached to the surface should be removed completely. The surface of the steel pipe should be kept dry. When rust or surface contamination occurs, surface pretreatment must be carried out again.
3. Apply primer
3.1 The surface of the steel pipe must be dry and dust-free. When the wind and sand are strong or the air humidity is high, the tape should be immediately wrapped. If it exceeds 4 hours or overnight, the primer should be reapplied before wrapping the tape. The best effect is to wrap the tape immediately after brushing the primer and letting it dry on the surface
3.2 The primer should be stirred evenly in the container. When the primer is thickened, a diluent should be added and diluted to the appropriate viscosity before application. Primer can be sprayed using clean brushes, rollers, or other mechanical methods.
3.3 The primer applied to the steel pipe should be free of defects such as missed coating, bubbles, clumps, and sagging, and should form a uniform thin film. The thickness should be greater than or equal to 30 microns. The weld seam should be carefully painted to prevent leakage.
After the primer surface dries (usually takes 3-5 minutes at room temperature and natural air flow), it can be wrapped with tape. Special attention should be paid to low temperatures or during trench construction, and the surface drying time should be long to ensure that the lower half of the steel pipe is dry.
When using primer, safety should be taken into account to prevent splashing, and it should be kept away from sources of fire. After using the primer, the remaining primer should be promptly poured back into the original iron container and sealed to prevent the volatilization and waste of primer.
The amount of primer used per square meter of steel pipe is 0.12 kilograms.
4. Tape wrapping
Before winding the aluminum foil anti-corrosion adhesive tape, the isolation film should be removed first. When the weather is cold, the ambient temperature is below 10 ℃, or the adhesive layer of the tape is hard at the beginning of winding, in order to ensure good bonding strength of the tape and remove water vapor on the surface of the steel pipe, it is advisable to use a spray gun to heat the surface of the steel pipe (if necessary, bake the head of each roll of tape) to ensure the winding effect. Due to the fact that the underground temperature in the south is generally between 5-20 ℃, and the tape is buried underground after being wrapped, the performance indicators of the tape at 5-20 ℃ determine the level of anti-corrosion effect. The testing has proven that the performance indicators of our company's products at 5-20 ℃ are far higher than the requirements of SY/T0414-2007 standard.
4.2 For the weld seam, if necessary, it is advisable to use a narrow strip of tape with a width of 30-50 millimeters to reinforce it, cover it on the weld seam first, and compact it with hands or wooden smooth tools.
4.3 Use appropriate mechanical or manual tools to spiral wrap the tape on the pipe coated with primer according to the overlapping requirements. The tape should maintain a certain tension and be evenly applied to ensure a tight connection between the tape layers. When wrapping the tape, it is necessary to strictly follow the standard requirements for the width of the tape, because in the south where the temperature is higher and the temperature difference is smaller, it is more humid and prone to bubble formation. The edge seams of the tape should be parallel and not twisted or wrinkled. There should be a overlap of at least 100mm at the junction of the two tape ends. If necessary, apply primer or fully bake on the base film at the end of the previous tape, and after the surface dries, overlap the starting end of the other tape. The beginning and end should be tightly pressed with wooden smooth tools to prevent warping.
4.4 Using machinery is a powerful measure to ensure the quality of tape wrapping. It is difficult to achieve uniform surface quality and consistent tension when manually wrapping tape. Only in special circumstances where mechanical construction cannot be carried out, can manual tape wrapping be used, but narrower tape should be used.
When prefabricating the wrapping tape in the factory, cold wrapping or hot wrapping can be used for construction, which can be done by rotating the pipe (manually or electrically), or by rotating the wrapping equipment. A welding reserve section of 150-200 millimeters should be reserved at the pipe end.
4.6 Prefabricated anti-corrosion pipes shall undergo quality inspection in accordance with the requirements of standard 8. After passing the inspection, a factory certificate of conformity shall be provided to the user.
When using aluminum foil tape to prevent corrosion of overhead crossing pipelines or household risers, it should comply with this regulation