
























Description:
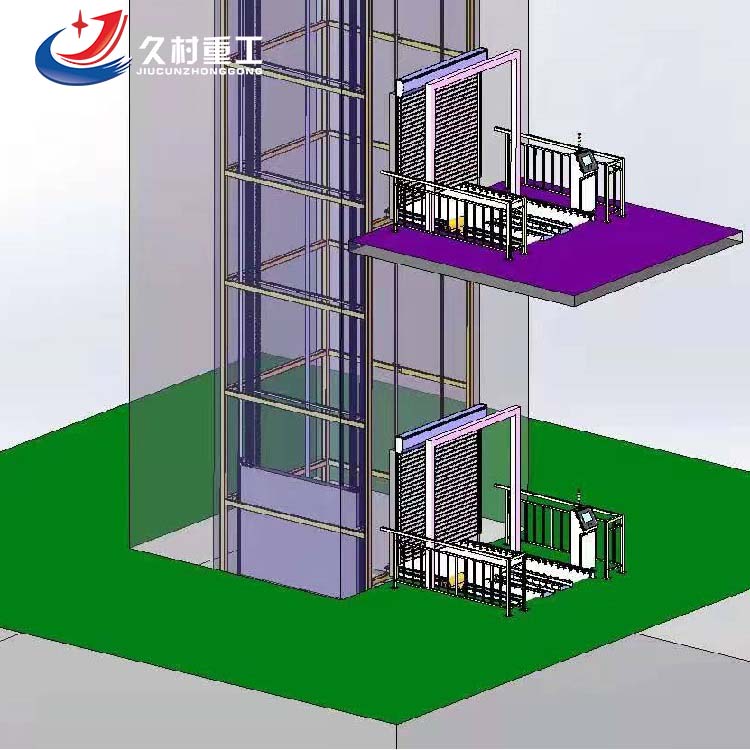
This equipment is primarily used for the vertical transportation of goods between various work levels; it's ideal for challenging narrow spaces such as between floors in multi-level parking garages, underground parking levels, inaccessible pit locations, and situations where the top height cannot reach the required level. The machine is dedicated to custom-building an efficient delivery platform for you. The product features a hydraulic system with anti-fall protection, interlocked doors between floors, and operational buttons on each level for multi-point control. The product has a robust structure, high load capacity, smooth lifting, and easy installation and maintenance, making it an ideal goods transportation equipment for low-level replacements for elevators. Depending on the installation environment and usage requirements of the lift platform, selecting different optional configurations can yield better performance.
· High load capacity, multi-point control, interlocked floors for safe operation.
· High lifting height, featuring side-mounted hydraulic cylinders, ensuring smooth operation, low noise, easy maintenance, and long service life.
· Manual descent during power outages, emergency stop button for convenience, speed, and safety;
· The pit depth is generally 20-30cm, with no restriction on the top layer height, customizable according to the on-site environment.
· The interlayer door allows for easy passage, facilitating the connection between the factory's interior and exterior, offering convenience and space-saving benefits.
· Perfectly suited for steel structure factories; applicable both internally and externally.
· The pump station features an integrated unit with flow rates of 4-6 meters per minute. Optional imported custom pump stations are available to meet the client's ideal requirements.
· Cylinder and sealing parts use imported components to resolve clients' issues with unstable hydraulic pressure and oil leakage of parts.
Civil engineering advantages:
· No machine room required above the shaft; installation is possible with a top floor height of 2.5 meters or more.
· The server room can be located around the shaft, occupying a very small area.
· Hydraulic elevators do not require counterweight mechanisms, enhancing the utilization of the shaft area.
· Hydraulic elevator loads and weight are directly applied to the foundation pit through the cylinder, requiring low shaft strength; brick or brick-concrete shaft structures are sufficient.
Advantages in safety and stability:
Hydraulic elevators, while featuring traditional traction elevator safety devices, also come equipped with:
· Overflow Valve: Prevents excessive system pressure during upward movement.
· Emergency Manual Valve: In the event of a power failure, it allows the car to be manually lowered to a nearby floor level for door opening.
· Pipeline Break Valve: Automatically cuts off the oil supply and stops the descent of the car when the pipeline of the hydraulic system breaks and the car loses speed.
· Oil Tank Temperature Protection: When the oil temperature in the tank exceeds the standard set value, the temperature protection device sends a signal, halting elevator operation until the oil temperature drops, at which point the elevator can be restarted.
Operating Cost Advantage:
Low failure rate: Due to the use of a hydraulic system and effective control methods, the elevator's failure rate can be minimized.
Low energy consumption: During the descent of the hydraulic elevator, it is driven by the pressure generated by its own weight, significantly reducing energy consumption.

























