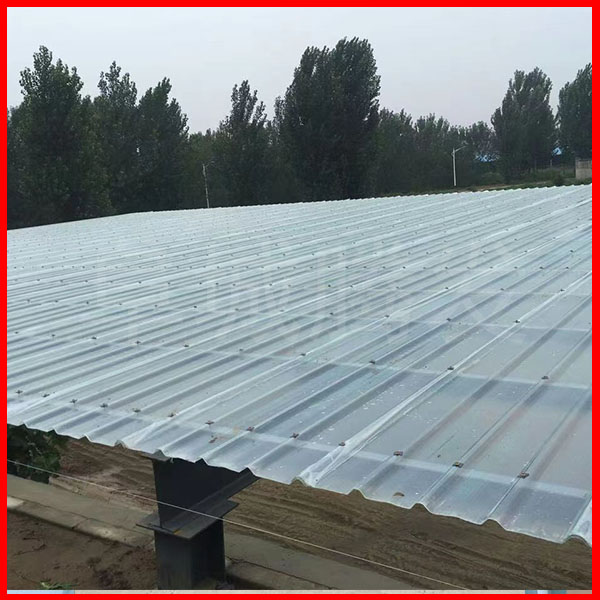













Glass Fiber Reinforced Plastic (GFRP) Light-Transmitting Panel Technical Standards:
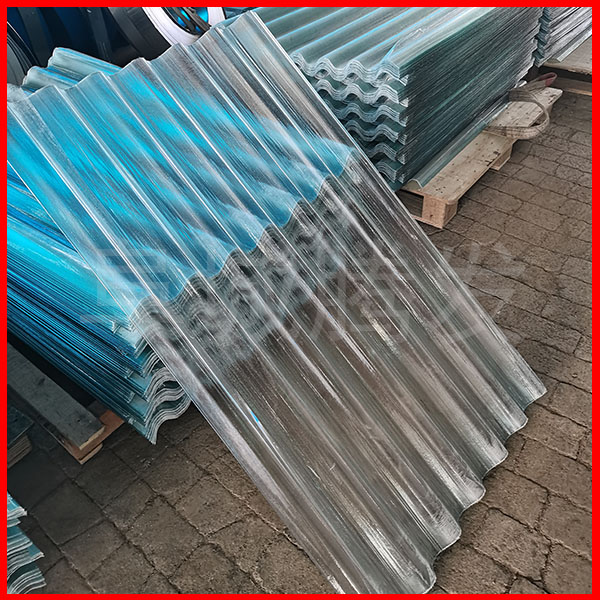
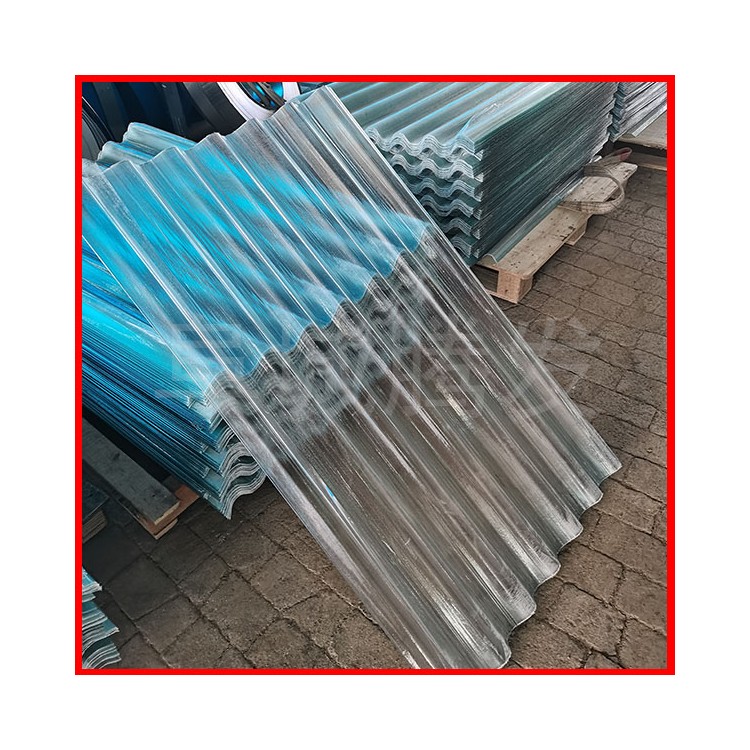
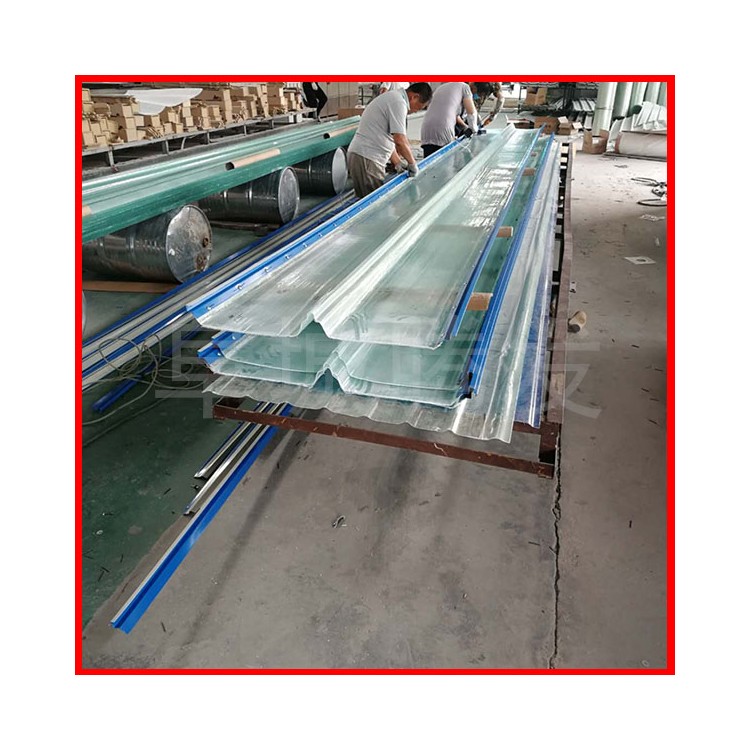
1The transparent skylight panels have a clean appearance with no visible bubbles or cracks.
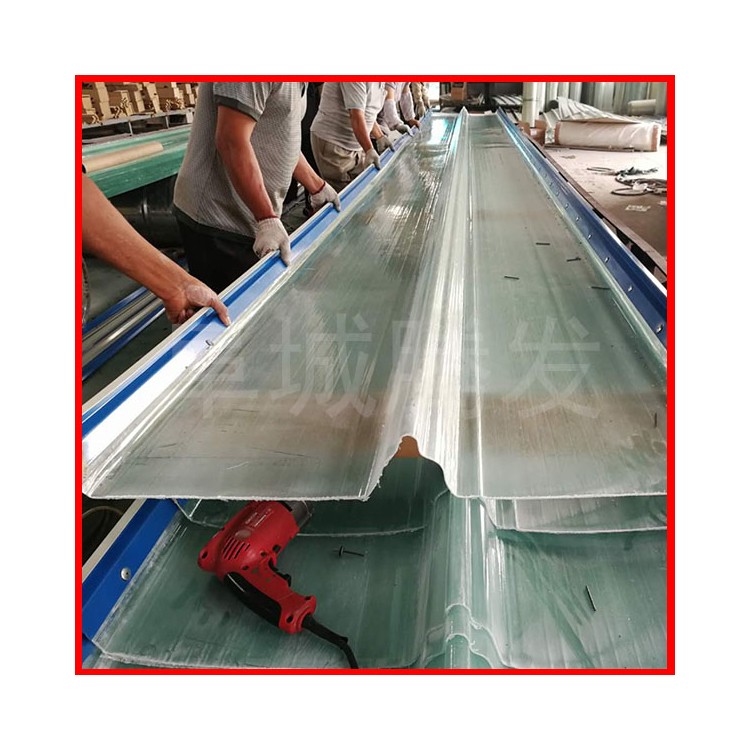
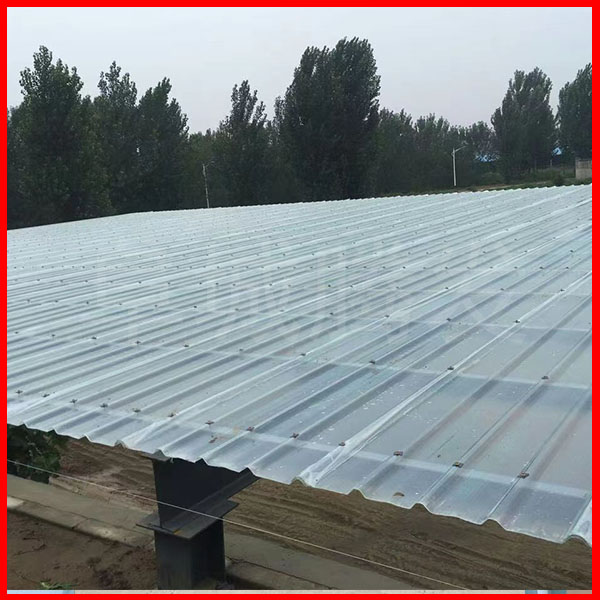
2The color steel panels are tightly matched with the steel sheet, featuring uniform cross-sectional thickness and consistent panel and steel sheet types.
3No discoloration or yellowing after long-term use.
4The light board has excellent toughness, showing no cracking when nailed during roof installation.
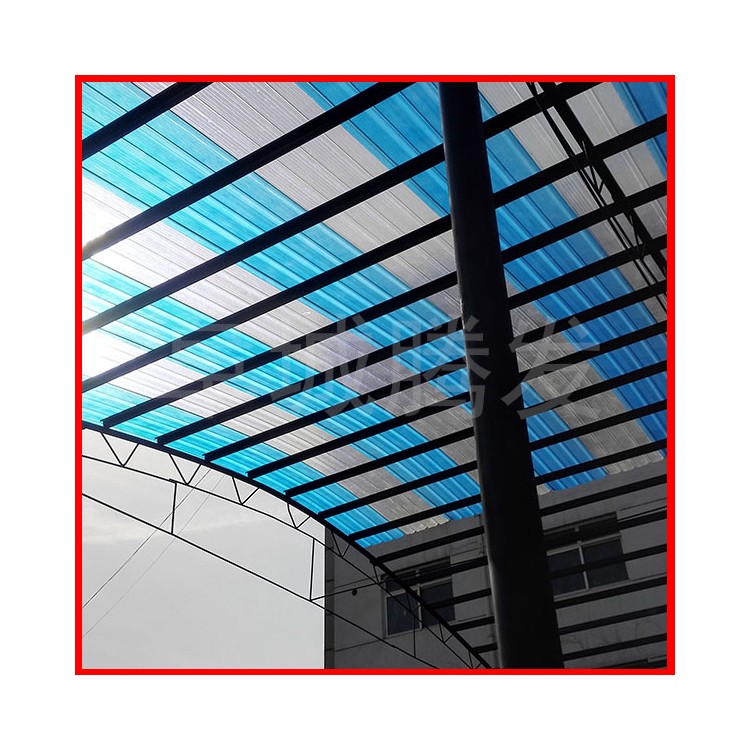
5Comprehensive specifications, available in various light transmission rates to meet different design requirements, including standard and flame-retardant Mingsen light boards.
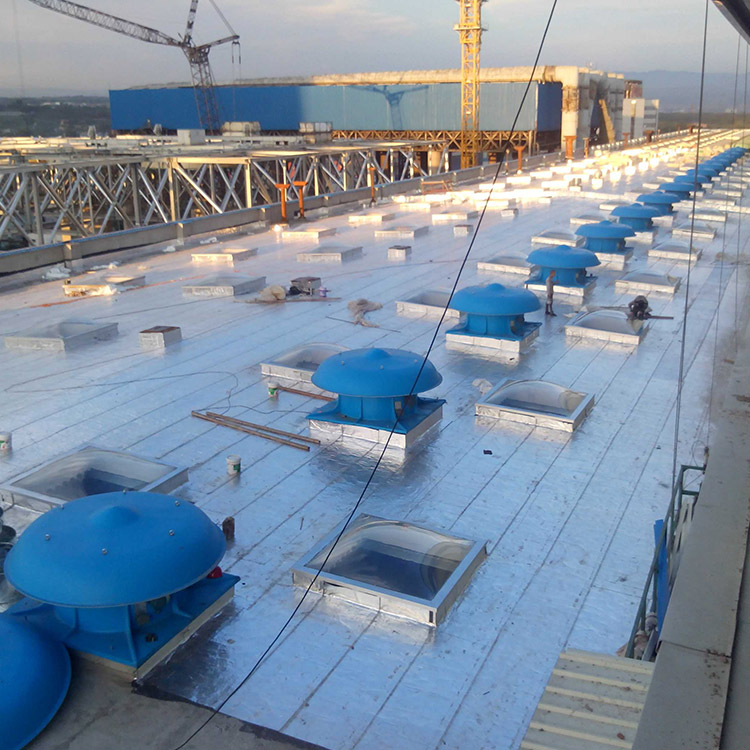
6The thermal expansion coefficient of the light-transmitting panel is similar to that of steel plate, preventing cracking and leakage at the nail-piercing area due to thermal expansion and contraction.
7The light passes through in a diffused manner, creating a soft illumination.
Polycarbonate sheets boast numerous features, first and foremost their excellent light transmission properties.70%The light transmission is now comparable to glass, while in terms of impact resistance, it exceeds ordinary glass.300Highly resistant to ultraviolet radiation. Extremely lightweight, half the weight of glass of the same size, flame-retardant, bendable, sound-insulating, energy-efficient, well-suited to temperature variations, capable of adjusting to climate changes. Mold-proof, frost-resistant, and more.
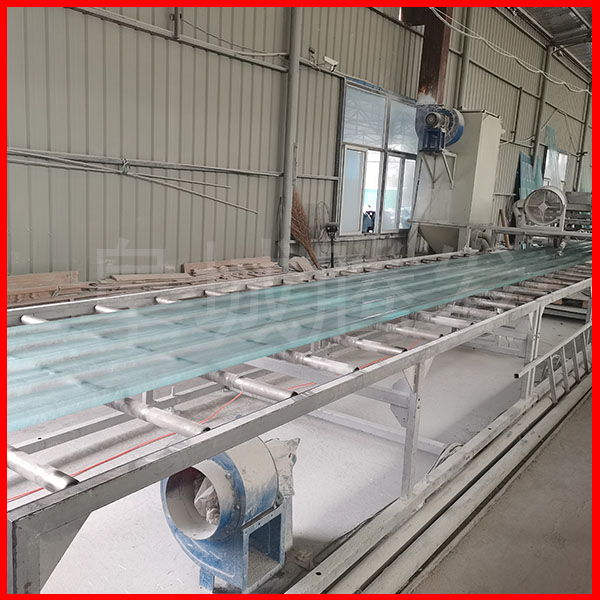
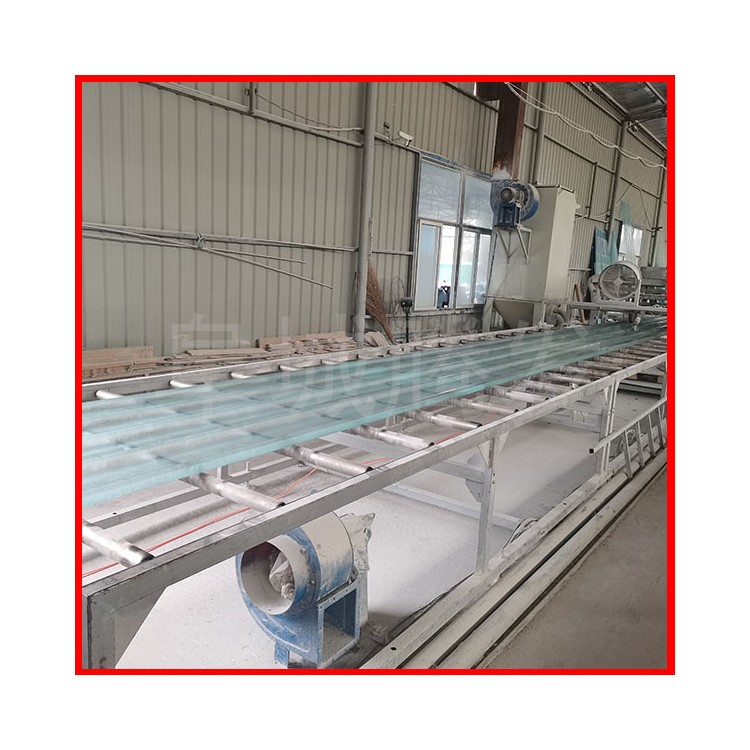
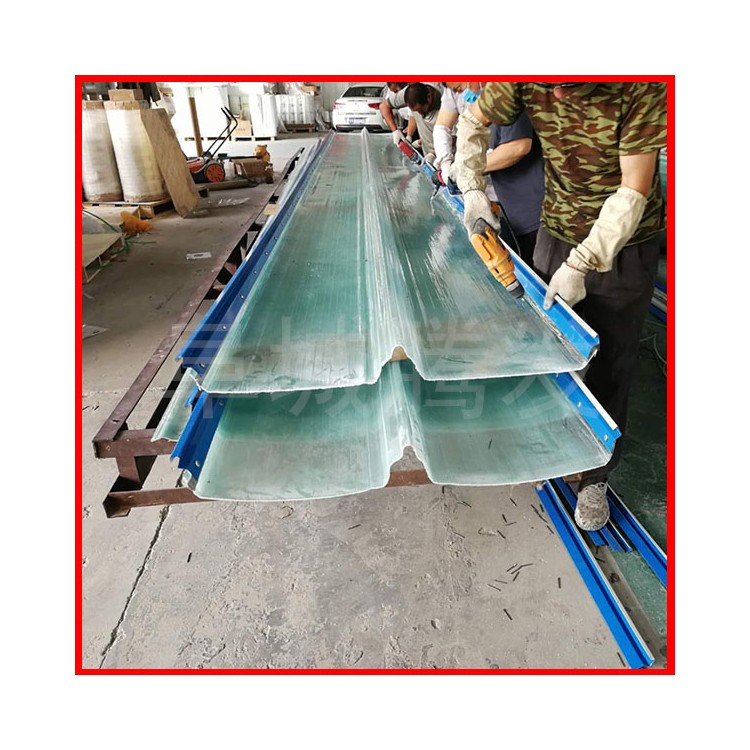
Introduction to the production process of glass fiber reinforced plastic lighting panels:
1Resin and various additives are injected into the mixing tank separately through a metering pump, mixed in a specific ratio for thorough blending.
2The mixed resin is thoroughly stirred in the agitator tank and then flows onto the flattened lower film on the dipped gel platform.
3As the lower film is drawn, the mixed resin passes through a blade that restricts its thickness and width, achieving the required thickness and width of the mixed resin.
4At this point, the fiber felt naturally bonds with the resin through the guide roller, or the chopped fibers are evenly dispersed onto the resin surface by the throwing roller.
5After combining with chopped mat or chopped fiber, the resin continues to move under the traction force, passing through a preheating platform with adhesive, allowing the fibers and resin to fully bond, and then expelling the bubbles from the lower layer.
6A well-blended mixture of resin and fiber, under the traction of the lower film, continues to move through the extrusion die. As it passes through, the upper film descends to bond with the resin-fiber strip on the lower film, forming a fiber-resin sandwich strip with protective upper and lower films, which then also passes through the extrusion die.,Remove air bubbles and limit product thickness.
7Fiberglass resin core tape, protected with upper and lower films, continues to run under the force of traction to the bubble inspection platform, where it is manually inspected to remove any remaining bubbles from the fiberglass resin tape, and then it is transferred to the heated chamber.
8Fiber-reinforced resin core tape enters the heating chamber area one8-9Rice(50-70Celsius)Pre-molded.
9Then proceed to the second zone of the temperature-controlled chamber.8-12Rice(75-90Celsius)At this point, the fiber resin sandwich tape passes through a mold, gels, and shapes.
10Then, the semi-cured sheet materials are fully cured within the three zones of the temperature-controlled chamber.
11At this point, the board continues to move towards the equipment's power source, the traction device, while passing through the length measurement counter.
12After passing through the puller, the boards reach the trimming system, where the edge distances are trimmed according to specifications.
13The material then proceeds to the fixed-length cutting system, which automatically cuts to the specified length as required.
14Remove finished products after cutting.