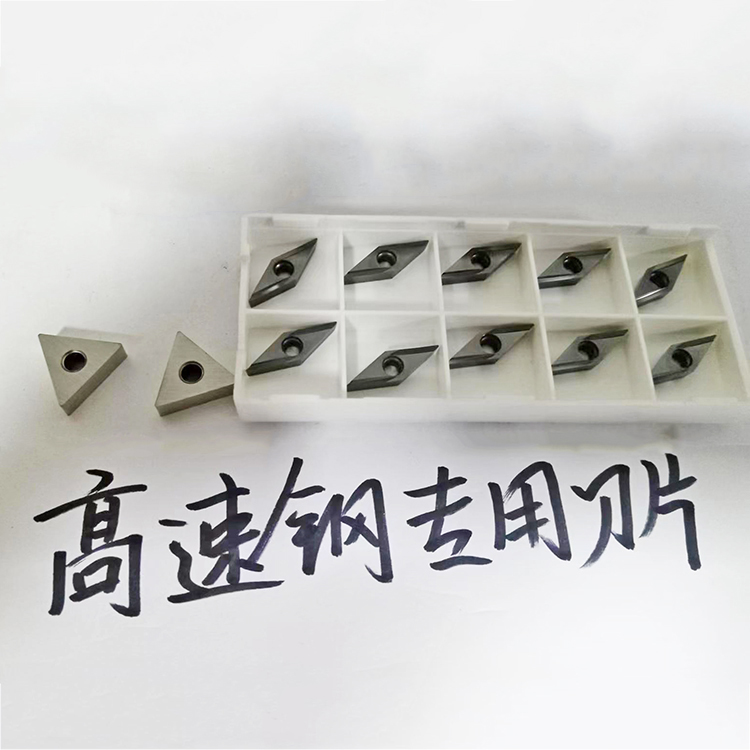
Recycled CNC tools, the round-nose cutters within CNC blades are particularly suitable for high-speed machining due to their characteristic of being less prone to chipping at the corners and their stable cutting line speed, which cannot be matched by flat or ball cutters. Ball Cutters: Typically in a solid structure with new dimensions, they can machine narrow recessed areas. However, regardless of the rotation speed, the center point of the ball cutter remains stationary. When it comes into contact with the workpiece, it is not milling but rather grinding, which is why ball cutters are often seen to wear out quickly. We also find that the smoother the area, the poorer the finish achieved by ball cutting.
Reclaimed CNC Cutting Tools, Usage of CNC Cutting Tools:
The strength should be high, with good rigidity and wear resistance.
2. Blade positioning base and automatic tool changer need optimization.
3. Or, there is a weight limit for the installation of the tooling system.
4. Blades and their cutting positions and directions are specified.
5. Blades, materials, and cutting parameters should be matched with the material being processed.
6. Fairness of the blade or cutter's durability and economic lifespan indicators.







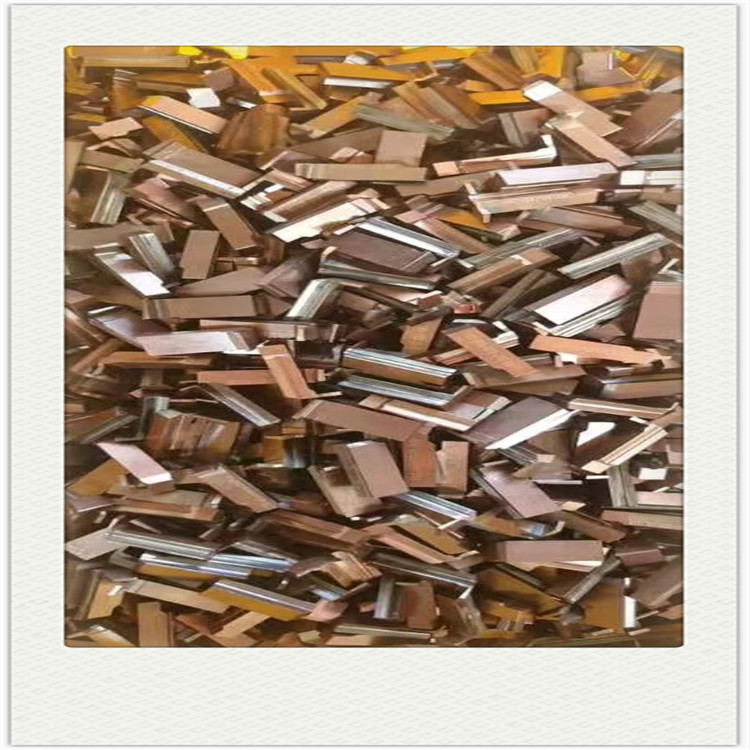
Primarily focused on high-speed steel (white steel), tungsten steel (hard alloy), and mold steel as our main products. Located in Kunshan, the top county in the Yangtze River Delta region, our company operates on the principle of low profit but high turnover, offering high-price recycling, quality assurance, and sales. To minimize middlemen, we now directly purchase and sell to a wide range of customers. Choosing our company for cooperation ensures you get affordable purchasing prices and high recycling rates.
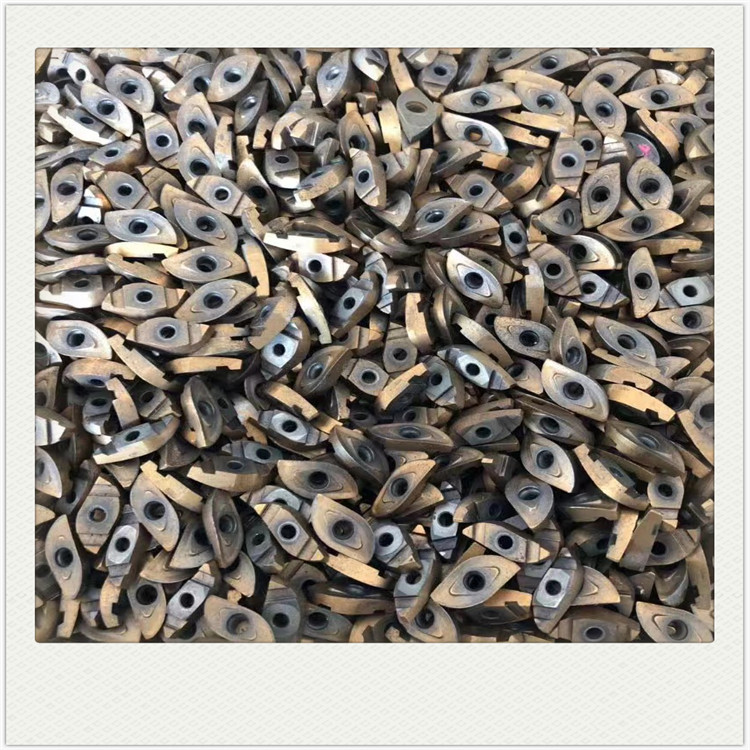
In response to our customers' needs, our company has established a new department for knife sales and recycling. We primarily deal in tungsten carbide products, including CNC cutting inserts, PCB drills and milling cutters, tungsten carbide drills and milling cutters, wire drawing dies, cold heading dies (including recovered waste teeth, mine drills, and oil well drills).
High-speed Steel (High Carbon Steel): Milling Cutters, Drill Bits, Tap Wrenches, Saw Blades, Broaches, Gear Cutting Tools, Gear Hobbing Cutters, Shaving Cutters, Center Drills, etc.
Machining tools: calipers, center pins, etc.
Mold Steel (Special Steel): 3CR2WIV, H13, SKD61, SKD11, SLD, D2, SKH51, SKH55, SKH59, M2, M3, ASP23, ASP60, wire cutting scraps, scrapped molds, special steel, etc., for recycling.


Bond wear occurs on the back face of CNC cutting inserts in contact with the workpiece surface and between the front face of the cutting inserts and the chips under the action of normal pressure and cutting temperature, forming a fresh surface contact. When the contact surface reaches the interatomic distance, adhesion and bonding phenomena occur. Stationary nodes are gradually sheared or torn away by the workpiece or chips, resulting in bond wear on the surface of the CNC cutting inserts. Bond wear is one of the main causes of wear for hard alloy cutting tools during medium to low cutting speeds.
Zhuzhou CNC Milling Inserts: In the process of milling, it is not uncommon for the milling cutter to gradually extend from the collet, leading to complete loss and scrapping of the workpiece. This is generally due to a lack of clamping force caused by a film of oil between the collet bore and the milling cutter's outer diameter. Milling cutters are typically coated with anti-rust oil upon leaving the factory. If a non-aqueous cutting oil is used during cutting, a misty oil film may also adhere to the collet bore. When both the collet and the cutting tool have oil films, it becomes difficult to securely clamp the collet, resulting in loosening and loss of the cutter during machining.
Cutting tools require flexible application! And there are dozens of CNC turning tools alone. The shapes of workpieces are incredibly varied. These all need to be explored through your gradual practice! I'll briefly mention some commonly used ones! For rough turning of steel parts, a T9015 brand blade tip, coated with titanium, is generally used. It has high strength and can be used for finish turning, but controlling the dimensions of high-precision workpieces isn't the best, with a finish between 1.6-0.8. For finish turning of steel parts, ceramic blade tips like NS530 are typically used, coming in two types: one with cutting grooves, which is less strong, has limited stock removal, and can achieve a finish of 0.8; the other without cutting grooves, less common in the market, usually requires an order, with the blade tip slightly curled up, achieving a finish above 0.8. For turning non-ferrous metals like copper, aluminum, and easy-to-cut steel, diamond blades are used, which can achieve a finish of 0.4. For hardening workpieces, cubic boron nitride blade tips are used. Stainless steel and cast iron also have their respective blade tips, not used as much, and I can't recall the brand numbers! These are actually quite easy to choose; just make sure to specify the blade type to your blade supplier, and they will select the appropriate blades for you. But never buy domestic blades. Generally, if you don't specify the blade brand, they will offer you Zhuzhou blades from Hunan and Yingge tools from Chongqing! Because these blades have high profit margins! Additionally, ensure you use R0.4 and R0.2 radii. Most blade suppliers will sell you 0.6, as they can't move them!