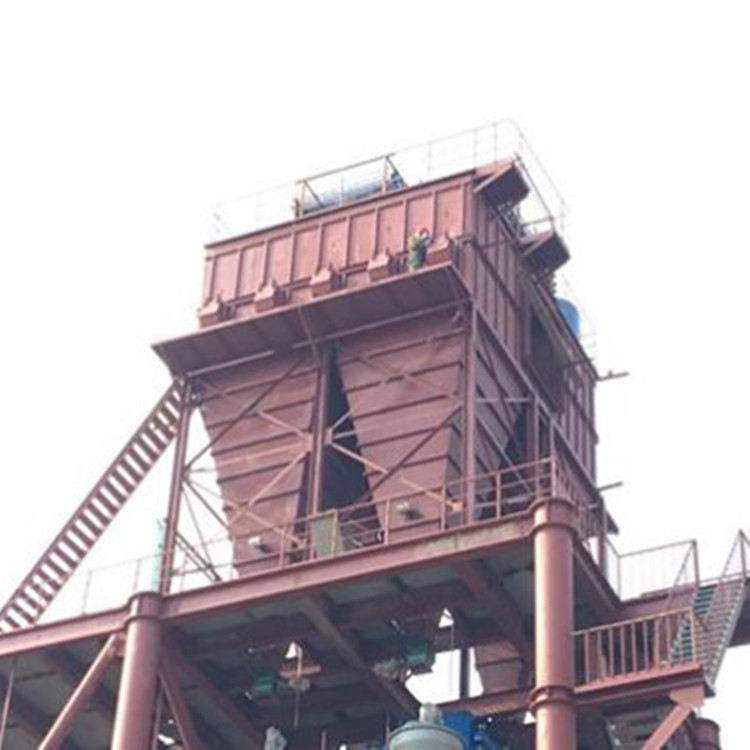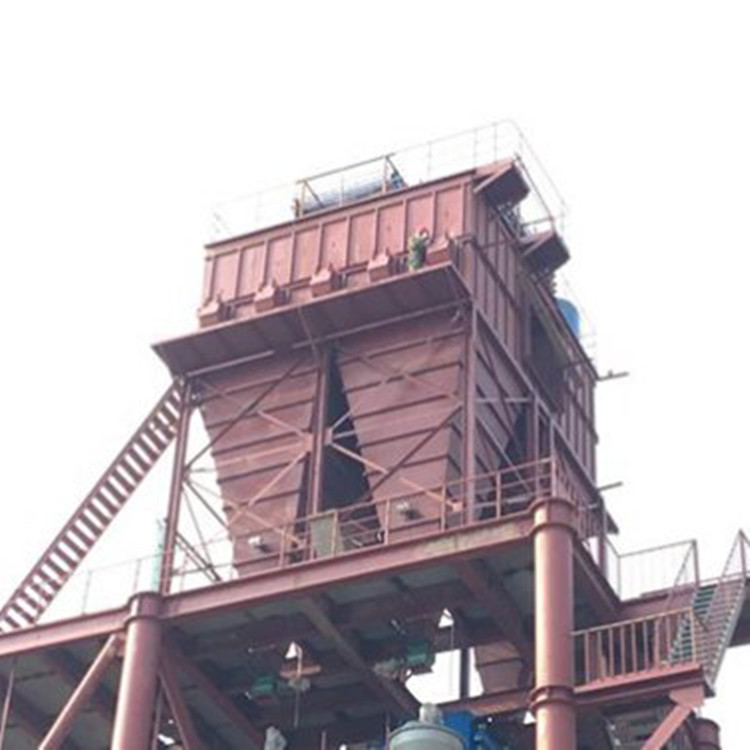






















The PPC pulse dust collector is an imported model featuring a new dust removal technology. It combines the advantages of room-by-room reverse air blowing and pulse jet cleaning, overcoming the drawback of poor cleaning effect when pulse jet cleaning and filtration are performed simultaneously. This expands the application range of the pulse dust collector. Due to its unique structure, it significantly improves dust removal efficiency and extends the service life of the filter bags, making it a high-performance bag dust collector.
The PPC pulse bag dust collector features four series and 33 specifications, with filtration areas ranging from 93m² to 4361m² and air handling capacities from 69,003/h to 314,000m³/h. It is widely used in the construction materials, cement, metallurgy, machinery, chemical, and refractory material industries. Particularly suitable for cement plant dust collection systems (or dust removal systems) in processes like crushing, drying, coal grinding, selection, packaging, roof, clinker cooler, etc. It is also applicable to coal mill dust collection, but requires additional stable performance measures and a modified dust collector structure. Moreover, it can be used for dust collection of gases with exceptionally high dust concentrations, such as coal mill systems with O-Sepa classifiers where the dust content reaches over 1000g/m³ (standard). A cyclone pre-dust collector is not needed. For cold northern regions in China, this dust collector can be adapted with additional heat preservation equipment.
Operating Principle
Dusty gas enters the air inlet of the deduster's inlet box (from the ash hopper for the 32 series) and is deflected to the ash hopper via a slanted partition, slowing the air speed. Due to inertia, coarse particles fall into the ash hopper, while finer dust particles are carried upwards by the airflow into the filter chamber. The dust adheres to the outer surface of the filter bags. The purified gas then passes through the filter bags into the upper clean room, where it is collected from various clean compartments and exhausted through the outlet vents, being drawn out by the main fan of the dust collection system and released into the atmosphere.
As the filtration process progresses, the dust accumulating on the outside of the filter bags gradually increases, and the resistance to air flow also gradually increases. When the determined resistance value is reached (e.g., 1770Pa), the dust removal fan can be manually activated or automatically controlled via a timer or programmable controller, which closes the plenum valve of the dust removal chamber to stop air flow through the filter room. Then, the solenoid pulse valve releases high-pressure compressed air to pulse-blow clean all filter bags within the plenum chamber. This causes each bag to suddenly inflate, shaking off the accumulated dust on the surface, restoring the pressure difference inside and outside the bag to the initial state, and allowing the dust to settle without overflowing into the hopper. Subsequently, the programmable controller opens the plenum valve at specified intervals to restore the filtration in the plenum chamber, and then activates the plenum valve of the superior chamber, closes the air flow through the superior chamber, and opens the solenoid pulse valve of the superior plenum to pulse-blow clean all filter bags within the superior plenum. This removes dust from the superior chamber filter bags, and after that, the programmable controller opens the superior plenum valve to restore filtration. Thereafter, the controller follows a pre-programmed electrical sequence to pulse-blow clean the filter bags in the three-chamber sections... until one chamber is cleaned. The controller then closes, and the dust collector resumes normal filtration. The time for air shutdown and blowing, the intervals between chambers, and the cleaning cycle are controlled by the programmable controller, and all times are adjustable.