

















The production process of general seamless steel pipes can be divided into two types: cold drawing and hot rolling. The production process of cold-rolled seamless steel pipes is generally more complex than that of hot rolling. The pipe blank first needs to be subjected to three roll continuous rolling, and after extrusion, it needs to be tested for sizing. If there is no response crack on the surface, the round pipe needs to be cut by a cutting machine to a length of about one meter. Then enter the annealing process, which requires acid washing with an acidic liquid. During acid washing, attention should be paid to whether there are a large number of bubbles on the surface. If there are a large number of bubbles, it indicates that the quality of the steel pipe does not meet the corresponding standards. Visually, cold-rolled seamless steel pipes are shorter than hot-rolled seamless steel pipes. The wall thickness of cold-rolled seamless steel pipes is generally smaller than that of hot-rolled seamless steel pipes, but the surface looks brighter than thick walled seamless steel pipes, with less roughness on the surface and fewer burrs on the diameter.
The delivery status of hot-rolled seamless steel pipes is generally after heat treatment in the hot-rolled state. After quality inspection, hot-rolled seamless steel pipes must undergo strict manual selection by staff. After quality inspection, the surface must be coated with oil, followed by multiple cold drawing experiments. After hot rolling treatment, perforation experiments must be conducted. If the perforation diameter is too large, straightening and correction must be carried out. After straightening, it is transported by the conveying device to the flaw detection machine for flaw detection experiments. After labeling and specification arrangement, it is placed in the warehouse.
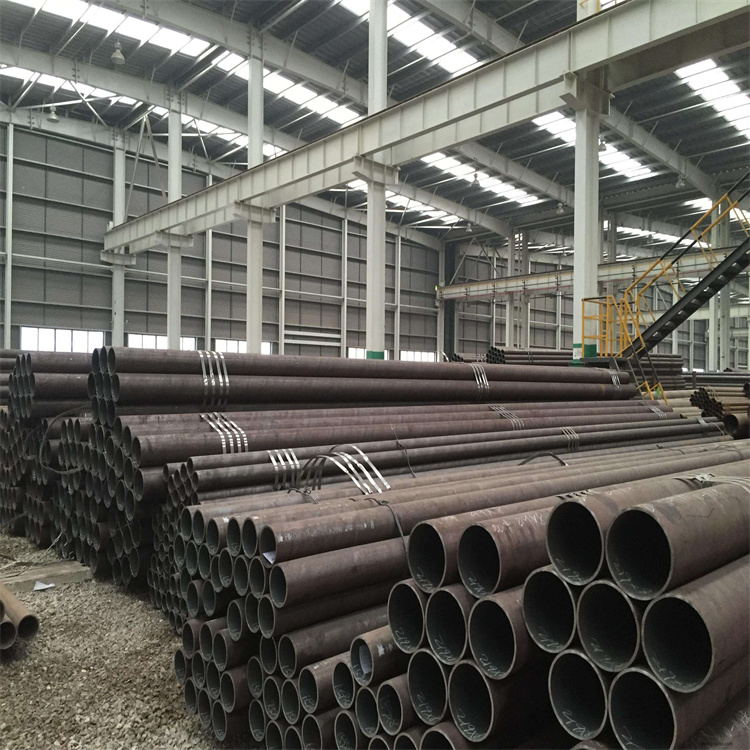
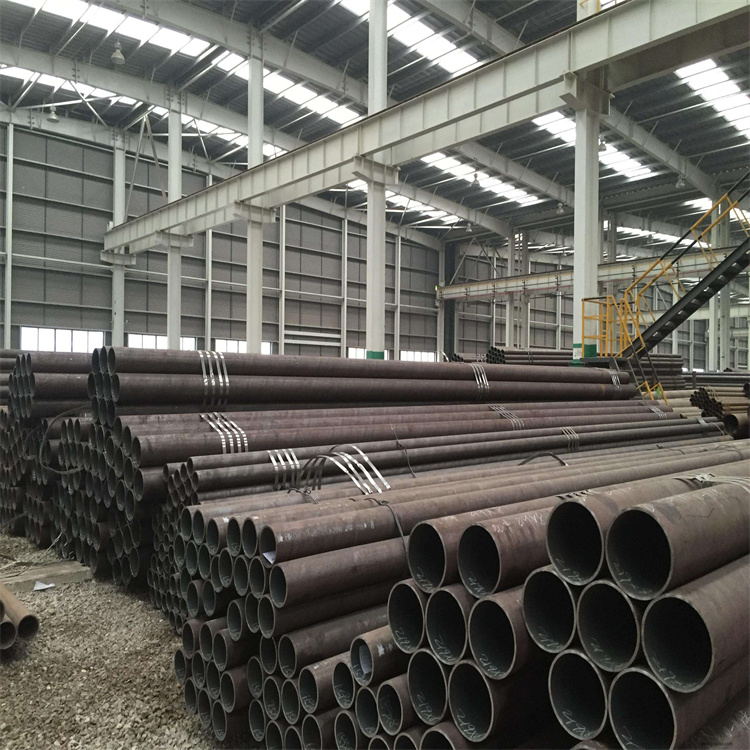
Round billet → Heating → Perforation → Three roll oblique rolling, continuous rolling or extrusion → Tube removal → sizing (or reducing) → Cooling → Straightening → hydrostatic testing (or flaw detection) → Marking → Storage Seamless steel pipe is made by piercing steel ingots or solid billets into rough tubes, which are then hot-rolled, cold-rolled or cold drawn. The specifications of seamless steel pipes are expressed in millimeters by the outer diameter multiplied by the wall thickness.
Hot rolled seamless pipes generally have an outer diameter greater than 32mm and a wall thickness of 2.5-200mm. Cold rolled seamless steel pipes can have an outer diameter of up to 6mm and a wall thickness of up to 0.25mm, while thin-walled pipes can have an outer diameter of up to 5mm and a wall thickness less than 0.25mm. Cold rolling has higher dimensional accuracy than hot rolling.
Generally, seamless steel pipes are made by hot rolling or cold rolling carbon structural steels such as 16Mn and 5MnV, or composite steels such as 40Cr, 30CrMnSi, 45Mn2, and 40MnB. 10. Seamless pipes made of grade 20 low-carbon steel are mainly used for fluid transportation pipelines. Seamless pipes made of medium carbon steel such as 45 and 40Cr are used to manufacture mechanical parts, such as load-bearing parts for automobiles and tractors. Generally, seamless steel pipes need to be tested for strength and flattening. Hot rolled steel pipes are delivered in either hot-rolled or heat-treated condition; Cold rolling is delivered in a heat-treated state.
Hot rolling, as the name suggests, refers to the high temperature of the rolled piece, resulting in low deformation resistance and the ability to achieve large amounts of deformation. Taking the rolling of steel plates as an example, the thickness of continuous casting billets is generally around 230mm, while after rough rolling and precision rolling, the thickness is 1-20mm. At the same time, due to the small width to thickness ratio of steel plates and relatively low dimensional accuracy requirements, it is not easy to have plate shape problems, and the control of convexity is the main focus. For organizations with specific requirements, it is generally achieved through controlling rolling and cooling, that is, controlling the opening temperature and final rolling temperature of precision rolling Round tube blank → Heating → Perforation → Heading → Annealing → Acid washing → Oil coating (copper plating) → Multi pass cold drawing (cold rolling) → Blank tube → Heat treatment → Straightening → Hydraulic test (flaw detection) → Marking → Storage
Our company has passed the ISO9001:2001 international quality management system certification. The product materials are: 20 #, 35 #, 45 #, 20 G、16mn(Q345)、40Mn2、45Mn2、27SiMn、40MnB、20MnVB、20Cr、30Cr、35Cr、40Cr、45Cr、50Cr、 38CrSi、12CrMo 、20CrMo、35CrMo、42CrMo、12CrMoV、12Cr1MoV、38CrMoAL、50CrV、20CrMnSi、30CrMnSi、35CrMnSi、 20CrMnTi、30CrMnTi、12CrNi2、 12CrNi3、12Cr2Ni4、40CrNiMoA、45CrNiMoVA 20MnG、25MnG、12CrMoG、15CrMoG、12Cr2MoG、12Cr1MoVG、12Cr2MoWVTiB、 12Cr3MoVSiTiB
The company's four major projects:
1. Business objective: Cutting edge products and internationalization of the market
2. Quality philosophy: With the aim of meeting customer requirements and continuous improvement as a means
3. Corporate style: Keeping up with the times, daring to be the first
4. Enterprise purpose: Technological innovation, management innovation, and efficiency innovation
Company tenet: Sincere cooperation, mutual benefit and win-win! Sincere service, welcome new and old customers to place orders and negotiate!