

















Introduction to High-Pressure Welding Flanges
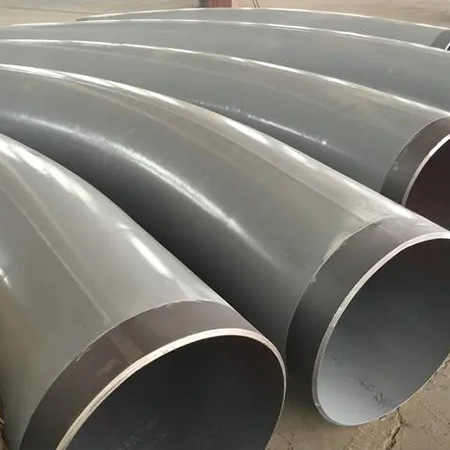
High-pressure welding flanges generally refer to those with high pressure ratings, as only necked welding flanges, with their unique design and production process, can be used in high-pressure pipelines or hazardous pipelines like those carrying flammable or explosive materials. This is because the neck-to-pipe welding can be subjected to radiographic inspection, ensuring no leaks occur in the pipeline.

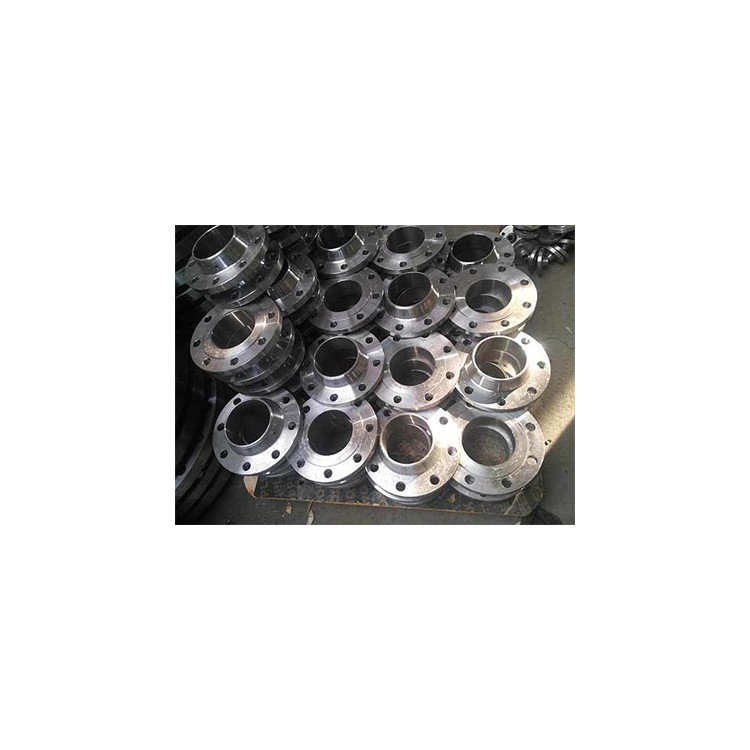
High-pressure butt welding flange features
Weld neck flanges are resistant to deformation, provide a good seal, have wide applications, meet specific requirements for rigidity and elasticity, and feature a reasonable weld thinning transition. The weld joint is spaced far from the mating surface, ensuring the mating surface is not distorted by welding temperatures.
Due to its design features and the variety of sealing surfaces, it is commonly used in high-pressure pipelines or those carrying flammable and explosive materials.
Model and Specifications
26"~60"
Pressure Rating
Class300~Class900
Sealing Surface Type
Roughness Face (RF), Full Flat (FF), Mid-Flat/Mid-Rough (MFM), Flat Mid (FM), Mid-Rough (M), Tongue and Groove (TG)
The concave-convex face flanged weld neck (MFM) is for matching use.
High-pressure flanges commonly use raised face or male/female face with tenon and groove, as their sealing principle allows for higher pressure resistance.
High-pressure butt-welding flange material
ASTM A105,20#、Q235、16Mn、ASTM A350 LF1,LF2 CL1/CL2,LF3 CL1/CL2、ASTM A694 F42,F46,F48,F50,F52,F56,F60,F65,F70;
Commonly used materials include Q235, 20#, and 16Mn, etc.
Execution Standards
National standards, chemical industry standards, machinery department standards, American standards, German standards, Japanese standards, and other international standards are widely applied.
Connection Type
The weld between the neck butt flange and the pipe is classified as a B-type seam, featuring a circumferential butt weld. The neck welding is completed, and the bolts can be tightened.
Production Process
High-pressure flanges must be forged from pure material to enhance the density of the flange, thereby achieving superior performance for welding flanges.
Basic Process of Die Forging: The forging process includes cutting, heating, pre-forging, final forging, trimming, edge cutting, tempering, and shot peening. Common processes include upsetting, lengthening, bending, piercing, and shaping.
2. Common Die Forging Equipment Common die forging equipment includes forging hammers, hot die forging presses, flat forging machines, and friction presses, etc.
In layman's terms, forged flanges are of higher quality, typically produced through die forging, featuring a finer crystalline structure and higher strength, although they are also more expensive.
Advantages of High-Pressure Welding Flanges
Carbon steel flanged weld necks are suitable for high-pressure pipelines and projects involving flammables and explosives due to their good sealing properties.
The socket weld flange is less prone to deformation in welding processes.